OMM Pro
Manuel de Montage
Fait à partir du manuel du vendeur
avec correction des défauts des sauts de page incorrects
et ajout de photos et explications personnelles
Mise à jour du 27 Dec 2019
V 1.28
Alain Le Gallou
Le PDF manuel de montage du vendeur est de bonne qualité, sauf, que la majorité des textes se rapportant à une photo se trouve sur la page précédente. Ceci rend très désagréable la lecture.
J’ai donc refait la mise en page du manuel pour que les textes se rapportant à une photo soient toujours dans la même page que la photo.
J’en ai profité pour ajouter des photos et explications personnelles.
Pour ne pas confondre avec le texte originel, j’ai marqué tous mes ajouts de commentaires avec le texte en bleu (le bleu étant rarement utilisé dans le manuel d’origine). Si nécessaire, j’ai ajouté un préfixe “algNote”, au texte en bleu.
algNote Commentaire rajouté.
Ayant rajouté des pages, ce qui change la numérotation, pour vous permettre de passer de mon manuel au manuel original, j’ai marqué mes pages avec la référence des pages originales. Référence visible en bas de page à gauche en 8pt. Exemple 5/194. Le manuel du vendeur fait 194 pages.
5/194
J’ai fait ce travail pour la totalité du manuel, sauf, les parties électroniques comme “version 1/16 pas emotronic” et “version 1/128 de pas Smoothieboard” car j’utilise le standard électronique “Arduino”.
J’ai aussi passé le correcteur d’orthographe Antidote qui a éliminé les fautes de frappe peu gênante, remplacé “vis à vis” par “vis-à-vis” et autres locutions de ce type. Allen dans «clef allen» qui est un nom propre. Il a supprimer le trait d’union dans les mots comme pré-requis. j’ai suivi les recommandations du correcteur.
Ainsi, j’ai corrigé quelques mots signalés par le correcteur comme n’existant pas en français, mais utilisés couramment, comme « redévisser », que j’ai remplacé par « dévisser à nouveau ».
Bonne lecture et montage de votre machine.
Avant-propos ii
Table des Matières iii
I - Caractéristiques 2
I.1 - Mécanique 2
I.2 - Motorisation et électronique de commande 2
I.3 - Broche et outils 3
I.4 - Caractéristiques et dimensions 3
I.5 - Matériaux usinables 4
I.6 - Chaîne logicielle opensource 4
Les points forts : 5
Introduction 6
Prérequis 7
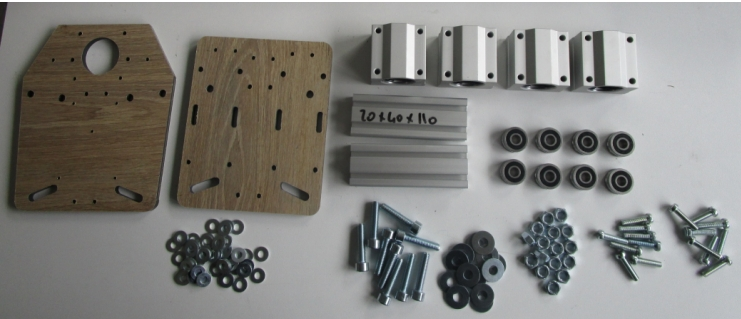
II - Matériel nécessaire 8
III - Code couleur utilisé 8
III.1 - Ce qu'il faut faire 11
IV - Préparation des extrémités des rails Y 15
IV.1 - Matériel nécessaire 15
IV.2 - Ce qu'il faut faire 16
V - Montage du châssis : montage du cadre de base 19
V.1 - Pièces nécessaires 19
V.2 - Ce qu'il faut faire 20
VI - Montage du châssis : montage des axes Y sur le cadre de base 25
Pièces nécessaires 25
VI.1 - Ce qu'il faut faire 25
VII - Montage de l'axe X 29
Montage des chariots des axes Y 30
VII.1 - Pièces nécessaires 30
VII.2 - Ce qu'il faut faire 31
VIII - Montage des rails de l'axe X 42
IX - Montage du chariot des X 47
IX.1 - Ce qu'il faut faire : 49
IX.1.1 - Préparation des plaques 49
IX.1.2 - Fixation des douilles à billes 50
IX.1.3 - Option plaque support douille 51
IX.1.4 - Fixation des roulements 56
IX.1.5 - Mise en place des chariots 61
X - Mise en place des jonctions du chariot des X 65
XI - Montage de l'axe Z 69
XI.1 - Ce qu'il faut faire 71
XII - Motorisation de l’axe Z 87
XII.1 - Matériel nécessaire 87
XII.2 - Ce qu’il faut faire 88
XIII - Mise en place des moteurs et entraînement : version vis à billes. 91
XIII.1 - Mise en place des supports latéraux et motorisation axe Y 91
XIII.2 - Matériel nécessaire 92
XIII.3 - Pour comprendre 94
XIII.4 - Ce qu’il faut faire 94
XIII.5 - Montage de la vis à billes du Y 94
XIV - Axe X : Motorisation et entraînement : version vis à billes 111
XIV.1 - Matériel nécessaire 111
XIV.2 - Pour comprendre 113
XIV.3 - Ce qu’il faut faire 113
Résultat final du montage mécanique 121
XV - Mise en place des moteurs et entraînement: version courroie. 122
XV.1 - Mise en place des supports latéraux et motorisation axe Y 122
XVI - Motorisation et entraînement de l’axe X : version courroies 124
XVII - Montage des accessoires utiles 125
XVIII - Mise en place du martyr 125
XVIII.1 - Matériel nécessaire 125
XVIII.2 - Ce qu’il faut faire 125
XIX - Montage du support de broche 128
XIX.1 - Matériel nécessaire 128
XIX.2 - Ce qu’il faut faire 128
XX - Broche personnel 132
XX.1 - CNC 12000RMP Kit De Broche De Fraisage 132
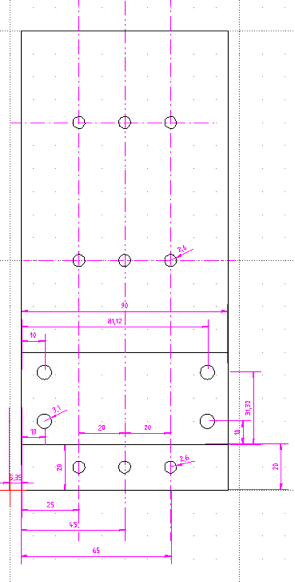
XX.2 - Fichier DXF du support 134
XXI - Montage des chaînes de guidage et du câblage 135
(version « Vis à billes » ) 135
XXI.1 - Matériel nécessaire 135
XXI.2 - Ce qu’il faut obtenir 136
XXI.3 - Ce qu’il faut faire 139
XXI.3.1 - Chaîne arrière 140
XXI.3.2 - Chaine latérale 145
XXI.3.3 - Support de l’axe X 149
XXI.3.4 - Support de l’axe Y 151
XXII - ± Montage des plexi de protection 152
XXIII - Montage électronique : version 1/16 pas + arduino/CNC-Shield 153
XXIII.1 - Le matériel nécessaire 153
XXIII.2 - Pour comprendre 155
XXIII.3 - Les étages moteurs de puissance TB6600 (1/16ème de pas) 156
XXIII.3.1 - Description 156
XXIII.3.2 - Configuration des switch de l’étage TB6600 157
XXIV - La CNC-Shield 158
XXIV.1 - La CNC-Shield monté sur la carte Arduino UNO 158
XXIV.2 - Le CNC-Shield monté et ses cavaliers de configuration 159
XXV - Fixation de l’électronique 162
XXV.1 - Matériel nécessaire : 162
XXV.2 - Ce qu’il faut faire : 162
XXV.3 - plan de perçage 163
XXVI - Le câblage à réaliser 165
XXVI.1 - Le plan du câblage 166
XXVI.2 - Etapes de câblage : 167
XXVI.3 - Câblage des commandes moteurs 170
XXVI.4 - câblage alimentation moteur 175
XXVII - Montage des Endstops 176
XXVII.1 - Endstop du X 176
XXVII.1.1 - Matériel nécessaire 176
XXVII.1.2 - Ce qu’il faut faire : 177
XXVII.2 - Endstop du Y 179
XXVII.2.1 - Matériel nécessaire 179
XXVII.2.2 - Ce qu’il faut faire : 179
XXVII.3 - Connexion des enstops 181
Montage électronique : version 1/16 pas + emotronic Board 183
XXVIII - Les étages moteurs de puissance TB6600 (1/16ème de pas) 186
XXIX - Montage de l’alimentation 202
XXIX.1 - Câblage de l’alimentation 202
XXX - +/-Montage bouton d’arrêt d’urgence 206
XXXI - Montage de la broche 207
XXXII - Conseillé : Mise en place de l’aspiration 208
XXXIII - Règles de sécurité à respecte 209
XXXIV - Annexe : Carnet de notes techniques / optimisations 210
XXXV - Annexe : Problèmes / explication / solution 211
XXXVI - Annexe : Techniques diverses : 212
XXXVII - Liens et sources utiles 213
Documentation de montage de l’Open Maker Machine Pro
Par X. HINAULT – www.mon-club-elec.fr | www.mon-fablab.fr – Avril 2016 – Mars 2017 – Tous droits réservés.
L’Open Maker Machine Pro est une machine numérique CNC opensource de qualité semi-professionnelle.
Entraînement de précision par vis à billes ou à courroie (châssis compatible pour les 2), fraiseuse KRESS 1000W permettant la découpe dans divers matériaux. La machine est capable de découper ses propres pièces de structure.
Distribuée sous forme de kits intégrant l’ensemble du nécessaire pour passer à l’action (mécanique + moteur +électronique + broche + outil)
En clair, l’Open Maker Machine Pro est une « vraie » CNC opensource.
|
|
Kit de base |
En option / choix alternatif |
|
Châssis |
Profilés aluminium 20x40, 20x60 et 20x80mm Plaques de structure en HPL 8mm Pièces de jonction imprimées en 3D |
|
|
Guidage |
X et Y : Roulement en U roulant sur rond inox 6mm clipsé dans la rainure du profilé Z : Douilles à billes scellées dans blocs aluminium coulissant sur rond inox 20mm |
|
|
Entraînement |
Vis à billes : 16mm au pas de 5mm en X et Y (dédoublé) et 12mm au pas de 4mm en Z Le choix naturel pour la précision maximale ! |
Courroie crantée + poulie de précision : pour une plus grande zone de travail et plus de rapidité. |
I.2 - Motorisation et électronique de commande
|
|
Kit de base |
En option / choix alternatif |
|
Moteurs |
Moteur NEMA 23 standard 200 pas ayant un couple de plus de 120N.cm, dédoublé sur le Y. |
Moteur 4ème axe |
|
Etages moteurs |
3 étages de contrôle de moteurs pas à pas industriels en mode micropas 1/16 pas supportant jusqu’à 4A / phase. (4ème étage moteur possible en option) |
3 étages de contrôle de moteurs pas à pas industriels en mode micropas 1/128 pas supportant jusqu’à 4A / phase. (4ème étage moteur possible en option) |
|
Electronique de commande |
Carte Arduino UNO (opensource) basé sur l’ATMega 328 cadencé à 16Mhz + CNC-shield (utilisé uniquement à des fins de connectique de la partie logique). |
Carte Smoothieboard (opensource) intégrant un Cortex A3 cadencé à 120Mhz : indispensable pour un contrôle en 1/128 pas. |
|
Les 2 électroniques de commande permettent le contrôle d’un 4ème axe au besoin |
||
|
Firmware |
Firmware opensource GRBL gérant les accélérations, les arcs, etc. |
Firmware Smoothieware opensource gérant accélérations, arcs, etc. |
|
|
Kit de base |
En option / choix alternatif |
|
Support de broche |
Support de broche aluminium 43mm polyvalent permettant l’utilisation de tout appareil électro-portatif jusqu’à 2-3kg de poids. |
|
|
Broche |
Non fournie |
Broche KRESS 1000W qualité « Made in Germany » avec variateur de vitesse manuel 5000-25000 rpm |
|
Outil |
Lot de fraises carbures de base |
Fraises carbures spécialisées Kit PCB (fraise + foret + pointe javelot) Kit découpe vinyle |
|
Autres |
|
En projet : Changeur d’outil pneumatique Cutter rotatif sur moteur pas-à-pas |
I.4 - Caractéristiques et dimensions
|
|
Kit de base |
En option / choix alternatif |
|
Dimensions châssis |
900x970mm |
1300x1500mm |
|
Martyr |
970x698 en format standard (non fourni) |
1500x1198 en format XL (non fourni) |
|
Zone de travail |
620x470 en version vis à billes 500x700 en version courroie |
1050x870 en version vis à billes 1000x1200 en version courroie |
|
Débattement axe Z |
80mm |
230mm |
|
Poids broche |
Jusqu’à 3 Kg permettant utilisation KRESS 1000W, electro-portatif standard (perceuse, défonceuse, etc.) |
|
|
Support broche |
Support de broche aluminium 80x80x20 avec diamètre 43mm standard |
|
|
Vitesse max |
1200mm/min en vis à billes |
|
|
Matériaux usinables |
Balsa, Médium, Contre-plaqué, Bois naturel, Plexiglas, PVC couleur, Compact HPL, Dibon, Carbone, aluminium, époxy, carton, vinyl, etc. Jusqu’à 15-20mm d’épaisseur selon rigidité du matériau. Exemple : Usine ses propres plaques de structure en Compact HPL 8mm ! |
|
|
|
Outil conseillé |
Vitesse Rpm |
Avance conseillée |
Profondeur passe simple conseillée |
Épaisseur max |
|
|
|
|
|
|
|
|
Médium |
1D317 |
|
|
|
|
|
Contre-plaqué |
|
|
|
|
|
|
Plexiglas (PMMA) |
|
|
|
|
|
|
Epoxy |
|
|
|
|
|
|
Acrylique |
|
|
|
|
|
|
HPL |
1D317 |
13000rpm |
|
2,5mm |
10mm |
|
Plaque carbone |
Diamant 317 |
25000 rpm |
|
2mm |
|
|
Aluminium |
1D317 alu + huile |
7500 |
|
1mm |
5mm |
I.6 - Chaîne logicielle opensource
|
|
Choix conseillé |
Choix alternatif |
|
Interface de contrôle |
Simple G-Code GUI : une interface minimale, mais efficace codée par nos soins et utilisée quotidiennement |
Toute interface équivalente. |
|
Générateur de G- Code |
Simple G-Code Generator : une interface simple de génération de G-Code à partir de SVG codée par nos soins : pour faire simple. |
Tout générateur de G-Code notamment pour CNC : · Cambam · Slic3R (2D/3D) · pour PCB, etc. |
|
D’une manière générale, de nombreux utilitaires de génération de G-Code existent, adaptés à des usages spécifiques : le bon choix dépendra du scénario CNC envisagé (découpe, gravure, 3D, etc.) |
||
|
Conception 2D |
Inkscape (import DXF, export SVG) |
LibreCad (export DXF) |
|
Conception 3D |
Openscad (export 2D en DXF) |
FreeCad Blender |
|
La variété des logiciels de conception 2D / 3D opensource est telle que de nombreux scénarios sont possibles permettant de passer de la 2D vers la 3D et inversement assez simplement et permettant également les conversions de format de fichier à ses besoins spécifiques. Le couplage à l’impression 3D est aussi très facile. |
||
Le profilé aluminium en section 20x80mm assure une excellente rigidité du châssis et du guidage sur toute la longueur de la structure.
Les plaques de structures HPL 8mm offrent une excellente rigidité du châssis, notamment du chariot Z.
Le châssis permet de switcher d’un entraînement courroie vers un entraînement vis à billes (et inversement) sans modification de la structure !
Possibilité de contrôle en 128ème de pas.
Électronique de contrôle prête pour un 4ème axe.
Nous allons proposer progressivement des tutoriels en PDF ou vidéos ainsi que les ressources associées présentant des exemples de réalisation variés par outil et pour les différents outils.
Le montage de l’Open Maker Machine Pro ne présente pas de difficultés particulières, mais nécessite cependant un certain savoir-faire technique aussi bien en mécanique, électronique que informatique.
Il est également important de monter cette machine dans un environnement adapté :
place suffisante au sec, en ambiance semi-propre (garage),
plan support de la machine finale déjà monté et de taille suffisante.
Il est par ailleurs essentiel d’être bien installé :
- zone de montage qui devrait idéalement être le plan support de la machine finale
- un plan avec pièces détachées et visserie
- zone d’établi / dessertes d’outil thématique : outils
5/194
Installation générale
Je vous conseille de prévoir :
La zone de montage de la machine elle-même qui sera son emplacement définitif idéalement.
L’important est de prévoir une bonne stabilité sous-jacente. Personnellement, j’utilise un modèle d’établi d’atelier avec un plateau de 120x90 fixé dessus en métal facile à monter et pas très cher. Pour une XL, doubler établi et plan.
Une desserte d’outils (voir ci-dessous l’outillage nécessaire).
Une étagère dédiée aux pièces détachées de la machine.
Un établi de travail différent de la zone de montage pour pouvoir réaliser les opérations de montage intermédiaire dans de bonnes conditions.
5/194
Le montage de l’Open Maker Machine nécessite l’outillage suivant :
taraud M5x0.8
maillet caoutchouc
lubrifiant / dégrippant type WD40
pinceau brosse 16
serre-joints 15cm
jeu de clé à pans (ou Allen)
clés plates notamment 13, 10, 8
Mettez des gants pendant le montage :
Une main qui dérape pendant un serrage et c’est un doigt qui se coupe…
Afin de limiter le risque d’erreur, le code couleur suivant est utilisé dans cette documentation
profilés 20x40
profilés 20x60
profilés 20x80
Informations générales utiles
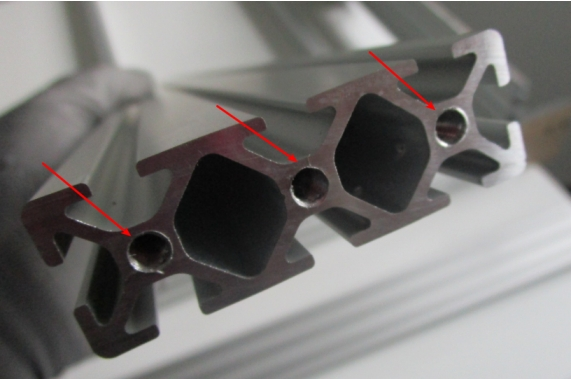
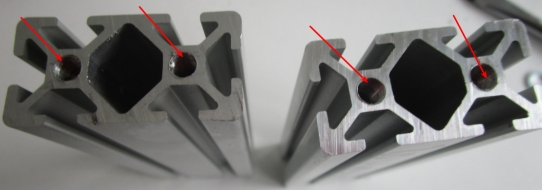
Si un/des écrous lourds ne sont pas préengagés lors d’une étape du montage, il est facile de l’insérer sur la tranche puis de le faire basculer dans la rainure à l’aide d’une clé Allen.
6/194
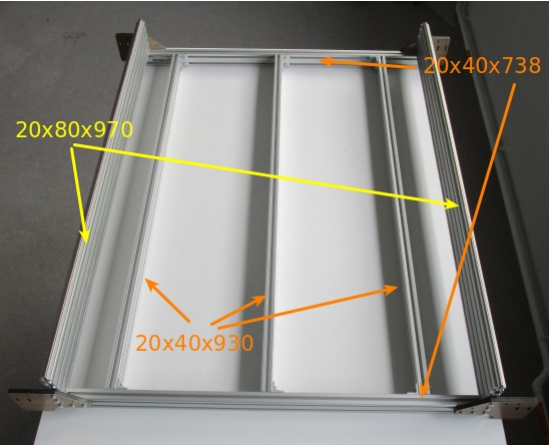
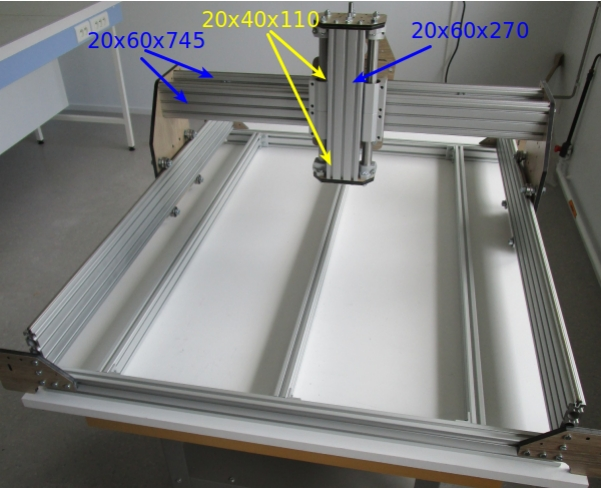
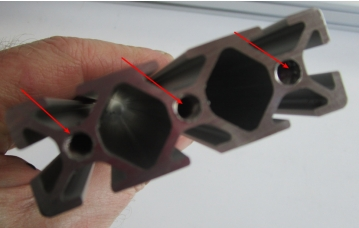
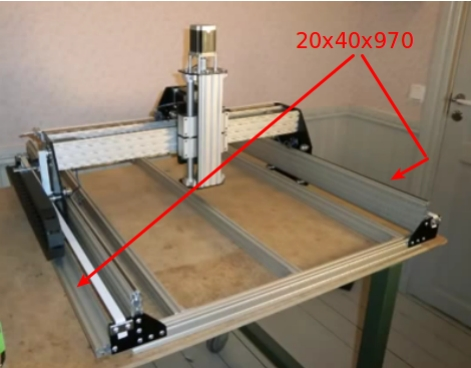
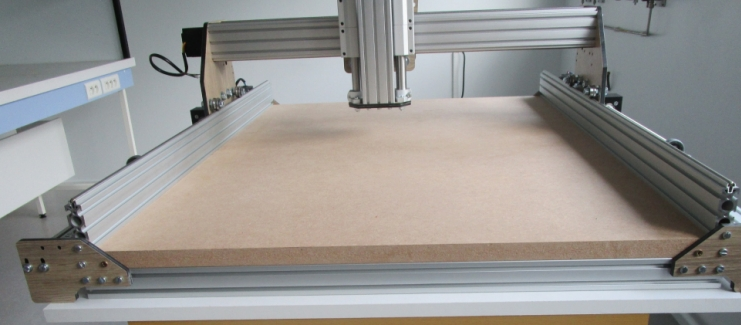
Montage du châssis
algNote la photo correspond à la Pro, pour la Pro XL
20x80x970 deviens 20x80x150
20x80x930 deviens 20x80x1460
20x80x735 (pas 738 voir page 16/194) deviens 1090
6/194
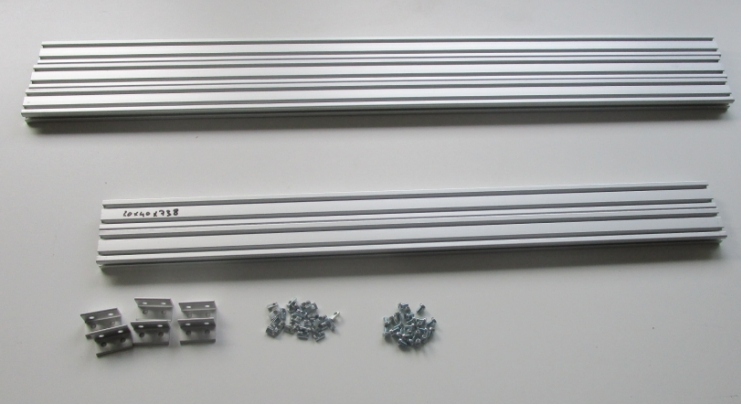
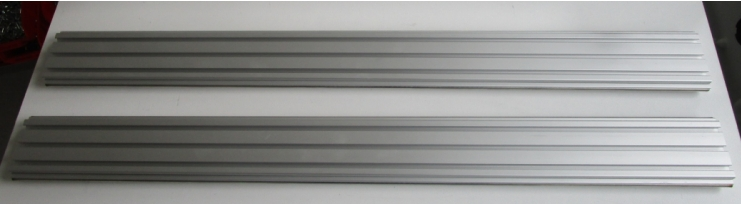
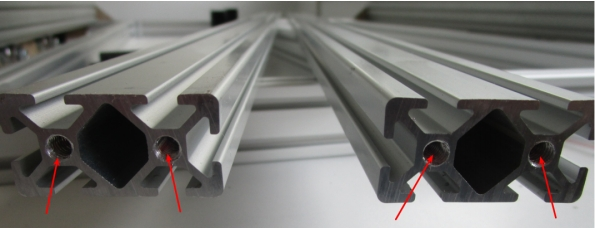
- Préparation des 2 rails Y :
Matériel nécessaire
2 x profilés 20x80x970 mm (XL : 1500mm)
2 x clip pour barre lisse diam 6 en 970 mm (ceux du dessus) (XL : 1500mm)
2 x clip pour barre lisse diam 6 en 930 mm (ceux du dessous) (XL : 1460mm)
2 x barre lisse inox 6mm en 970mm (celles du dessus) (XL : 1500mm)
2 x barre lisse inox 6mm en 930mm (celles du dessous) (XL : 1460mm)
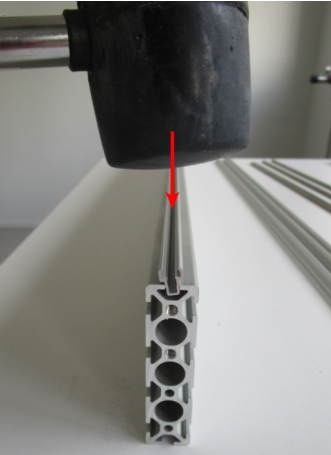
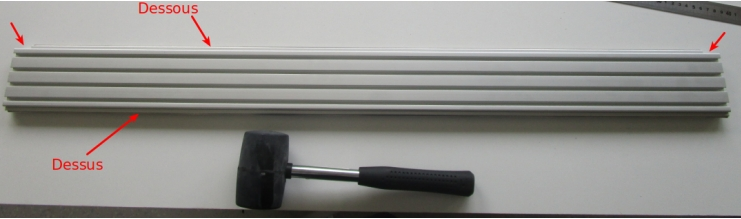
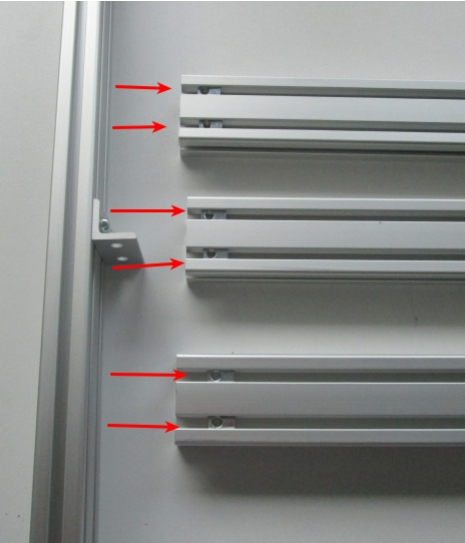
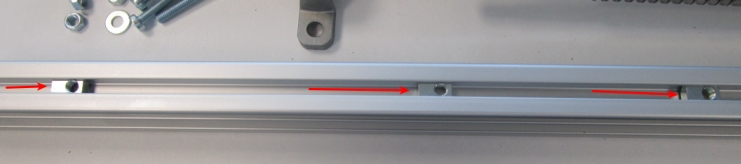
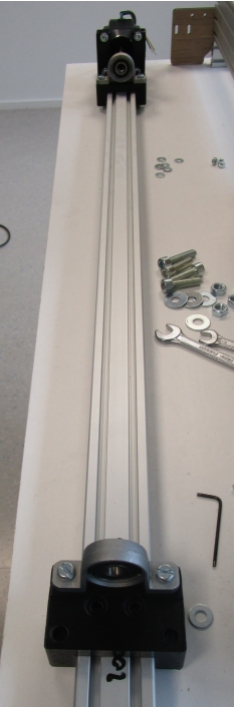
Mise en place des barres lisses dessus et dessous pour chaque profilé 20x80x970 XL : 1500mm :
insérer en premier les clip de barre lisse au maillet :
8/194
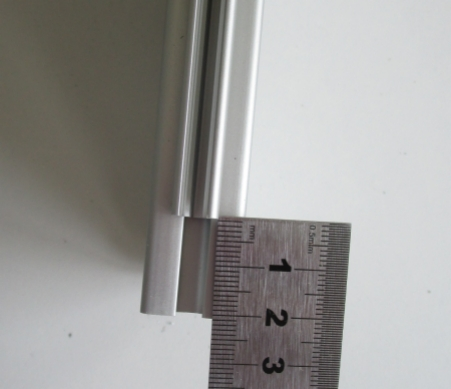
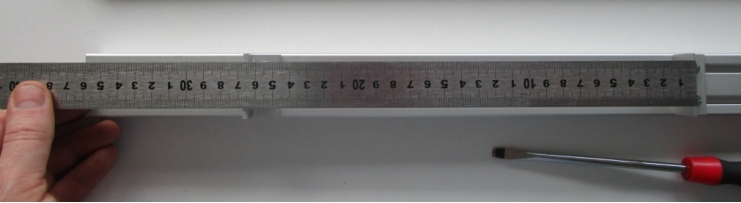
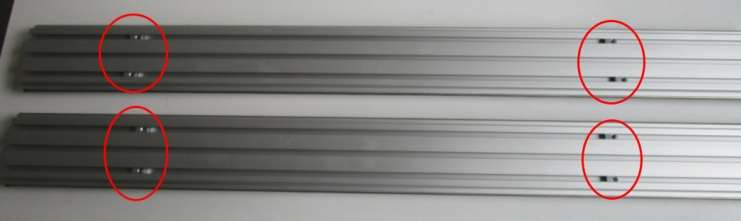
Pour celui du bas, veillez à laisser les extrémités à 20mm du bord du profilé.
Puis insérer les barres lisses de Ø 6mm, au maillet également :
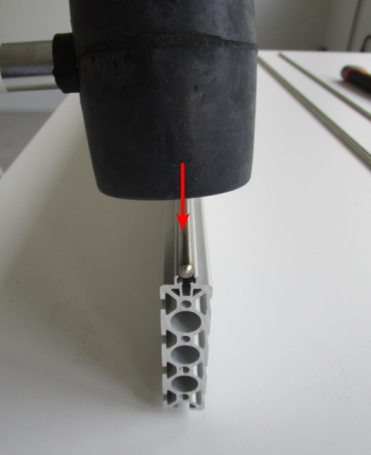
9/194

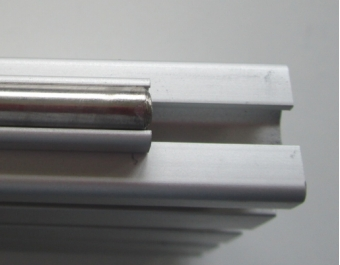
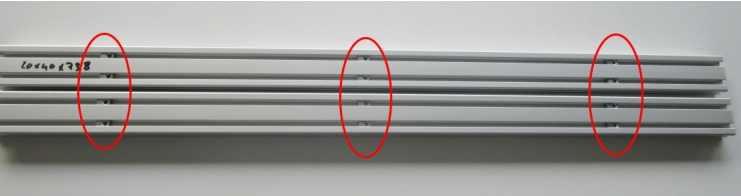
Une fois fait, la barre lisse Ø 6mm doit être parfaitement clipsée sur toute sa longueur dans le clip aluminium lui-même engagé dans la rainure du profilé :

Note alg: Prenez garde avec la version XL, la frappe du maillet est importante, et fais bouger les 20mm à respecter aux deux bouts. Vérifiez en permanence pendant la frappe. J’ai eu ce problème.
10/194
Les 2 extrémités du dessous doivent être à 20mm de l’extrémité du profilé.
La barre lisse Ø 6mm X 930 sur le dessous et la barre lisse Ø 6mm X 970 sur le dessus pour chaque rail Y.
Pour la version XL : 1500mm et 1460mm
NOTE : Si le rond une fois engagé dans le clip reste trop mobile, la solution consiste à enlever l’ensemble clip+rond et à les laisser engager l’un sur l’autre, à cintrer légèrement l’ensemble dans 2 directions différentes puis à le rengager sur le profilé. De cette façon, le cintrage va assurer la bonne tenue dans le profilé sans perte de linéarité qui est redonnée par le profilé.
IV - Préparation des extrémités des rails Y
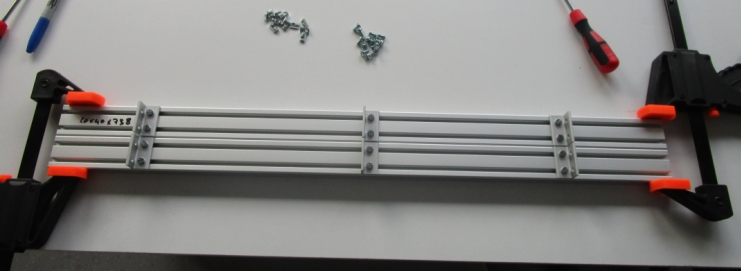
Les 2 profilés préparés précédemment créés
4 plaques de fixation des angles
16 x vis M5 THC x 20mm

12/194
Tarauder en M5x0.8 (bien lubrifier le taraud au WD 40 avant de tarauder) les 4 trous de chaque profilé aux 2 extrémités soit les 8 trous… (le trou d'origine du profilé est déjà adapté au taraudage M5 : il est en 4.3mm) en vue d'y visser les vis de fixations des plaques de jonctions avants et arrières :
Note : Nettoyer le taraud au pinceau brosse entre 2 taraudages.
Note : bien vider les copeaux alu du pas de vis que l’on a taraudé.
13/194
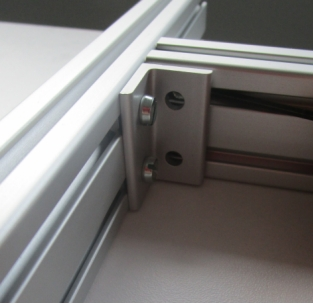
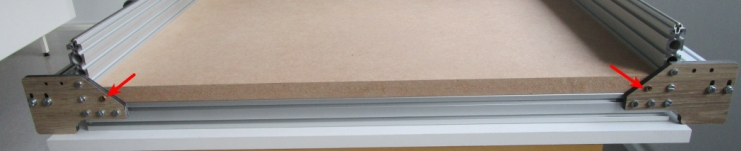
Ensuite, visser la plaque sur le rail Y en veillant un inverser le sens de la plaque pour l’autre côté et en les vissant de la même façon à l'avant et à l'arrière :
algNote Ne bloquez pas les boulons à cette étape.
14/194
Note : on peut également lubrifier les vis avant de les engager : cela facilitera le vissage et serrage.
15/194
V - Montage du châssis : montage du cadre de base
2 x profilés 20x40x735 (XL : 1090mm)
3 x profilés 20x40x930 (XL : 4 x 1460mm)
6 x équerres 20x20x40 (imprimées ou en aluminium) (XL : 8x)
(2)
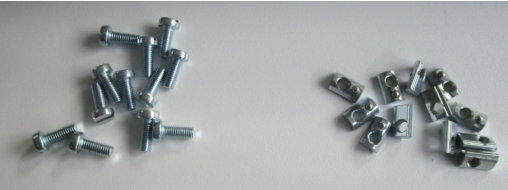
24 x écrous lourds Type I M 5 (XL:32x)
24 x vis M5 x 8mm (XL:32x)
16/194
Ensuite, engager des écrous lourds dans les rainures des faces larges des profilés 20x40x735 arrière et avant (2 x 3 dans chaque profilé qui disposent de 2 rainures chacun ) :
XL : Il faut en mettre 8 au lieu de 6

16/194
Les prépositionner à 10cm des extrémités (la face de fixation).

et au milieu (face à 36,8cm de l'extrémité).
XL : placer les faces des équerres médianes à 297mm de la face de l’équerre placée à 100 soit à 397mm de l’extrémité. Tourner les faces vers l’extrémité de chaque côté.
17/194
Puis poser à plat les 2 profilés en vis à vis (au besoin, s’aider d’un serre-joint pour les tenir en vis à vis) et fixer chaque 3 équerres 40x20 (chaque équerre est fixée par 2 vis ) :
Truc : on pourra s’aider un profilé pour aligner exactement les 2 équerres en vis-à-vis de chacun des profilés :

18/194
Une fois fait, engager 2 écrous lourds aux extrémités des 3 profilés 20x40x930 :
19/194
Ensuite, mettre en place le cadre en plaçant les profilés avant et arrière perpendiculairement aux 3 profilés 20x40x930 en regard des équerres (veiller à mettre les équerres du milieu du même côté du profilé interne) et fixer les profilés entre eux :



20/194
VI - Montage du châssis : montage des axes Y sur le cadre de base
(3)
24 x écrous lourds Type I M 5
24 x vis M5 THC x 12mm
Ensuite, engager 3 écrous lourds aux extrémités des rainures supérieures et inférieures des 2 profilés avant et arrière, pour la fixation des plaques de jonction des rails Y :
algNote Plus un écrou lourd pour le endstop Y sur la rainure haute du profilé droit à l’arrière.

22/194
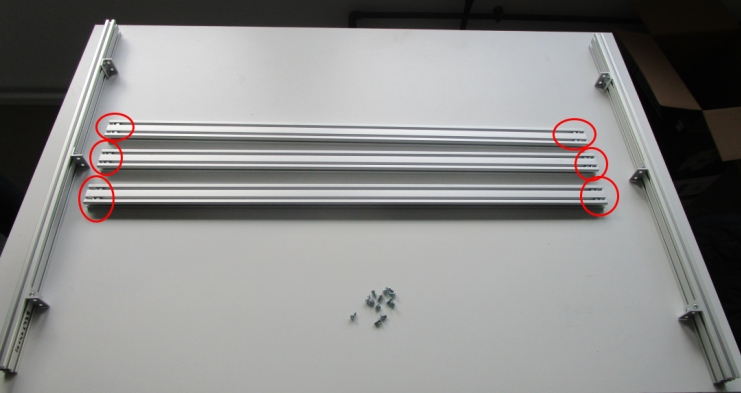
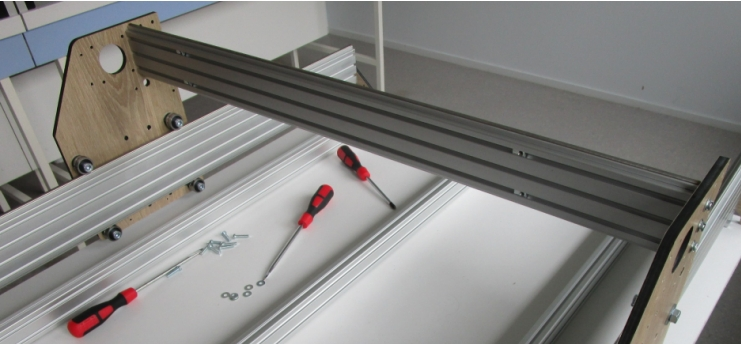
Ensuite, positionner les 2 rails Y aux extrémités des profilés avant et arrière, les plaque de jonction venant se placer en regard des écrous et fixer les plaques à l'aide de vis M5x12mm.
23/194

24/194
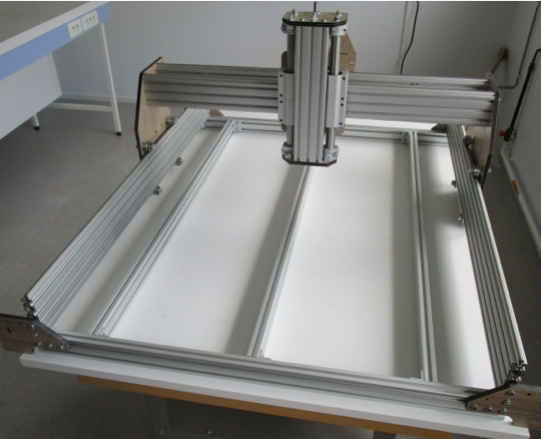
Résultat final :
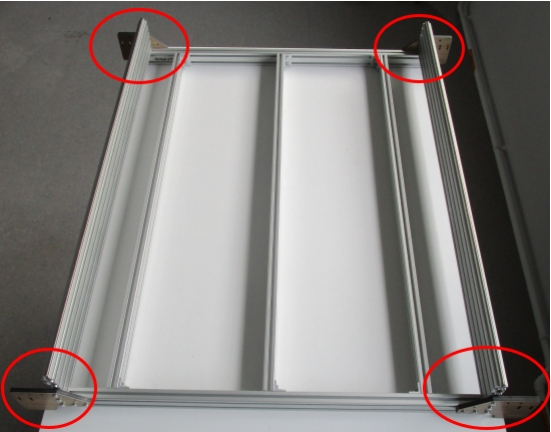
25/194
La suite du montage consiste à finir la mécanique 3 axe : montage de l’axe X puis du Z sur le chariot des X :
algNote En premier pour monter l’axe X, il faut monter les chariots coulissant des axes Y.
26/194
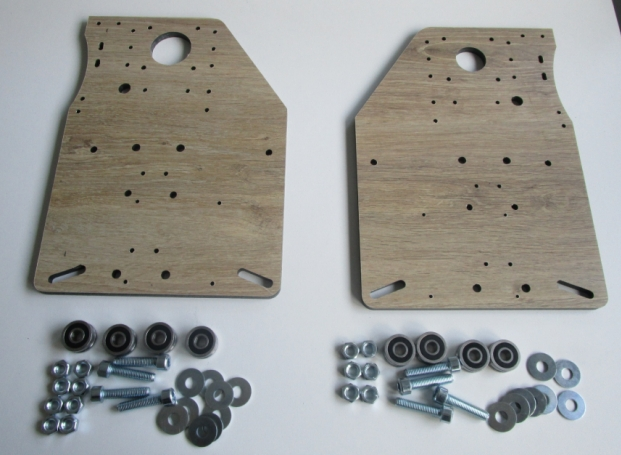
Montage des chariots des axes Y
2 x plaques de chariot Y
8 x roulements en U pour barre lisse 6mm
(4)
8 x vis M8 THC x 35mm
16 x rondelles larges M8
16 x écrous M8
2 x vis M4 THC x 20mm
2 x vis M4 THC x 25mm
4 x écrous M4
27/194
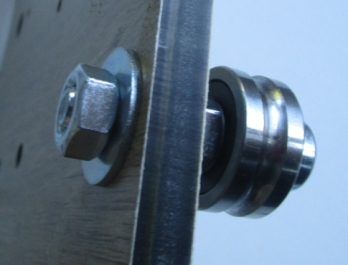
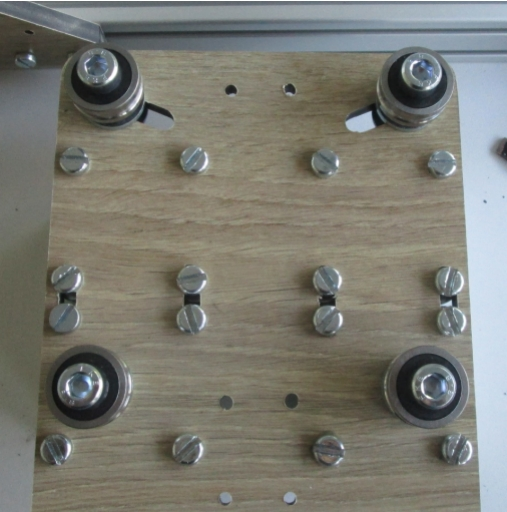
On commence par préparer les plaques en perçant un trou de M4 au foret métal sur la tranche des plaques, dans l’axe de chacun des trous oblongs :
• Faire une marque de perçage à l’aide d’un coin de tournevis
• Percer la plaque à plat posée du sur un étau / plan, à vitesse lente (le HPL est un matériau dur ) Pour éviter de déraper, commencer à percer perpendiculairement à la plaque puis s’axer correctement une fois le trou débuté.


28/194
algNote J’ai choisi de faire un léger méplat pour aider le départ du perçage.
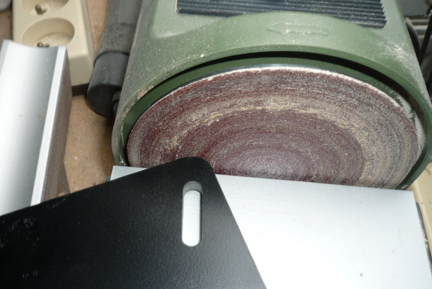
algNote J’ai percé avec une visseuse pour aller lentement, car c’est un matériel très dur.
Notez, aussi, que j’ai attaché la plaque en retrait pour visualiser l’horizontal du forêt vis à vie du niveau de référence de la table. Il faut être bien horizontal, sinon l’écrou gênera la rondelle du roulement.

algNote Sur cette photo, il est bien visible que l’écrou est au minimum.

On peut se passer de ces trous, mais ils sont très pratiques et serviront à facilité le serrage des roulements en U du bas du chariot.
La première étape consiste à préparer les chariots Y.
On commence par fixer les roulements à billes à gorge en U supérieurs à l'aide de vis M8 x 35 + écrou + rondelle moyenne et on visse avec un écrou de l'autre côté de la plaque.
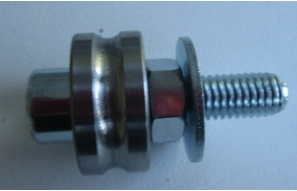
algNote Vérifié bien qu’il y a bien une rondelle de chaque côté de la plaque.
29/194

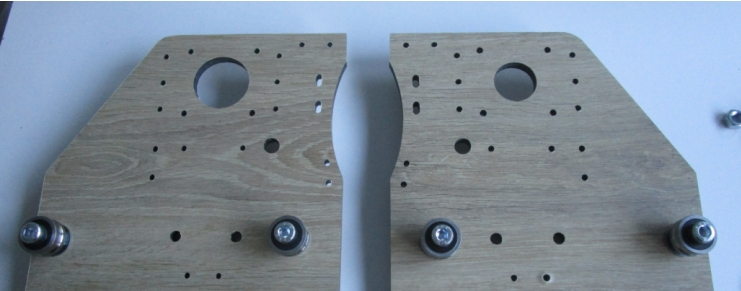
Si on choisit d’utiliser les vis de serrages des roulements du bas, pré-engager les vis M4x20 (à l’avant) et M4x25 (à l’arrière) dans les trous percés précédemment et visser l’écrou sur la vis sans serrer.
30/194
De la même façon on fixe les roulements à billes à gorge en U en position basse dans les trous ovalisés avec vis de M8 x 35 + écrou + rondelle large et on visse de l'autre côté avec écrou + rondelle large sans serrer, en laissant flottant.
Idem pour le 2ème :
31/194

Bien veiller à inverser les faces de montage des roulements sur les 2 chariots, l’un étant le gauche et l’autre le droit.
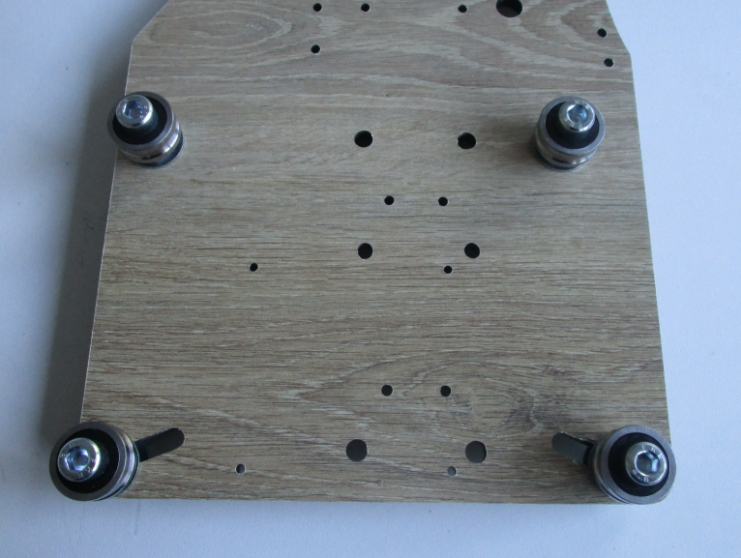
Ensuite, on vient placer le chariot sur le rail du Y du côté voulu.
Déplacer le cadre de façon à avoir pleinement accès aux roulements du chariot sous le rail Y.
Si on utilise les vis de serrage, les serrer simplement de façon à mettre en adéquation les roulements du bas avec le rond inox :
30/194

Une fois les vis de serrage serrées (on doit obtenir une translation fluide avec une légère contrainte), serrer les écrous des vis de fixation des roulements eux-mêmes.
algNote Sur mon montage la vis est au minimum. J’ai même dû démonter le profilé pour enfiler la plaque par le bout du profilé, les trous oblongs n’étant pas assez longs.

La procédure avec le serre-joint qui suit est à suivre seulement si vous n’utilisez pas les vis de serrage.
Je la considère obsolète, car elle abîme les roulements et elle est beaucoup moins efficace que les vis de serrage. Je la laisse ici à titre indicatif et « historique ».

Placer alors un serre-joint prenant 2 roulements en vis-à-vis du haut et du bas et serrer de façon à les ajuster parfaitement au rail.
33/194

Puis serrer les vis extérieures avec une clé plate. Faire de même pour les 2 autres roulements puis vérifier la bonne translation du chariot sur le rail Y :
34/194

Alternative : rapprocher les 2 vis du bas avec le serre-joint (mettre les mors du serre-joint en regard d’un plat des écrous).
Cette technique assure à la fois bonne translation et bonne tenue du chariot, le serrage pouvant être réajusté à tout moment au besoin.
35/194
Procéder de la même façon de l'autre côté en inversant la face de fixation des roulements :
36/194
VIII - Montage des rails de l'axe X
Les pièces nécessaires
2 x profilés 20x60x745 (XL : 1100mm)
4 x barres lisse 6mm x 745 (XL:1100mm)
4 x clips pour barres lisses x 745 (XL:1100mm)
(5)
12 x vis M5 THC x 20
12 x rondelles M5 moyenne
8 x écrous lourds pour profilé
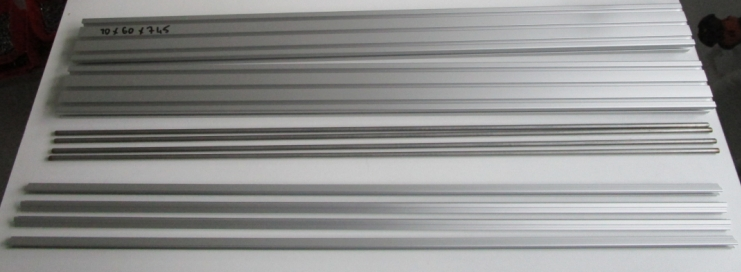
Ce qu'il faut faire
L'étape suivante consiste à mettre en place les rails de l'axe X. Commencer par tarauder les trous des extrémités des profilés 20x60x745 en M5x0.8 :

37/194
Ensuite, clipser les barres lisses de 6mm x 745 sur le dessus et le dessous des 2 rails à l’aide d’un maillet caoutchouc :

38/194
NOTE : Si le rond une fois engagé dans le clip reste trop mobile, la solution consiste à enlever l’ensemble clip+rond et à les laisser engager l’un sur l’autre, à cintrer légèrement l’ensemble dans 2 directions différentes puis à le rengager sur le profilé. De cette façon, le cintrage va assurer la bonne tenue dans le profilé sans perte de linéarité qui est redonnée par le profilé.
Préengager des 2 écrous lourds dans chaque rainure supérieure et inférieure interne.
algNote Plus un écrou lourd pour le endstop sur le profilé du fond, rainure haute à gauche et de l’autre côté.
[line]
39/194
Monter le premier profil à l'aide de 3 vis verticalement sur la plaque de chariot X avec vis M5x20+rondelle :
algNote L’écrou lourd pour le endstop sur le profilé du fond, rainure haute à gauche et de l’autre côté, donc pas visible sur cette photo.
[line]

40/194
Ensuite, monter le 2ème rail X sur la même plaque de chariot X avec une seule vis et prépositionner également avec une vis sur le chariot Y en vis à vis :

Mettre ensuite l'ensemble des vis en place et serrer.
41/194
Matériel nécessaire
2 plaques du chariot des X (avant et arrière)
2 x profilé 20x40x110mm
4 x blocs alu à douilles à billes 20mm
8 x roulements en U pour barre 6mm
(6)
8 x vis M8 THC x35mm
16 x rondelles M8 larges
16 x écrous M8
4 x vis M4 x 25mm
4 x écrous M4
(7)
16 x vis M6 x 25
96 x rondelles M6 petites
(8)
8 x M5 THC x20
4 x écrous lourds profil
± si entraînement par courroie :
2 x vis M8x35
4 x rondelles M8 larges
4 x rondelles M8 moyennes
4 x roulement 608
2 x écrou M8
42/194
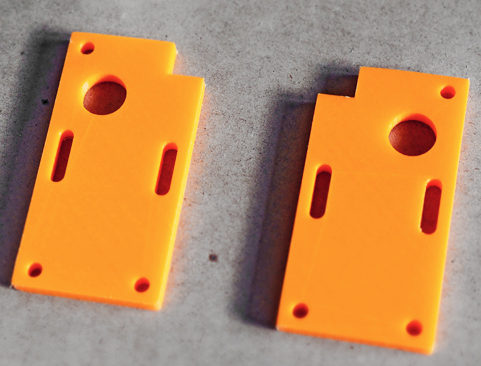
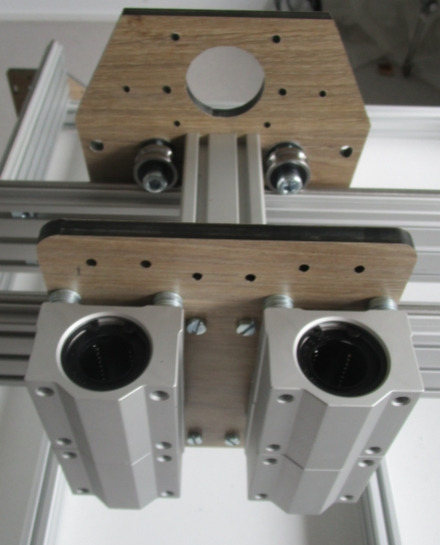
IX.1.1 - Préparation des plaques
On commence par préparer les plaques en perçant un trou de M4 au foret métal sur la tranche des plaques, dans l’axe de chacun des trous oblongs :
• Faire une marque de perçage à l’aide d’un coin de tournevis
• Percer la plaque à plat posée du sur un étau / plan, à vitesse lente (le HPL est un matériau dur). Pour éviter de déraper, commencer à percer perpendiculairement à la plaque puis s’axer correctement une fois le trou débuté :


On peut se passer de ces trous, mais ils sont très pratiques et serviront à un serrage facilité des roulements en U du bas du chariot.
43/194
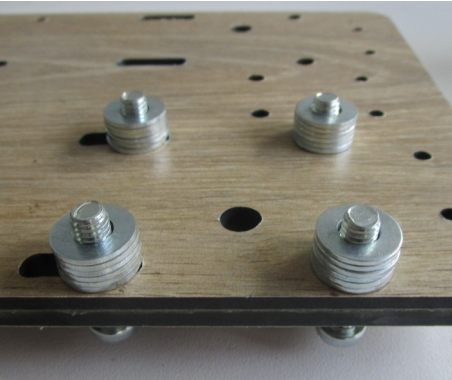
IX.1.2 - Fixation des douilles à billes
NOTE : Je conseille en fait de monter les roulements du haut avant de monter les douilles à billes (voir étape suivante).
algNote Parce que l’un des écrous est caché par la douille.
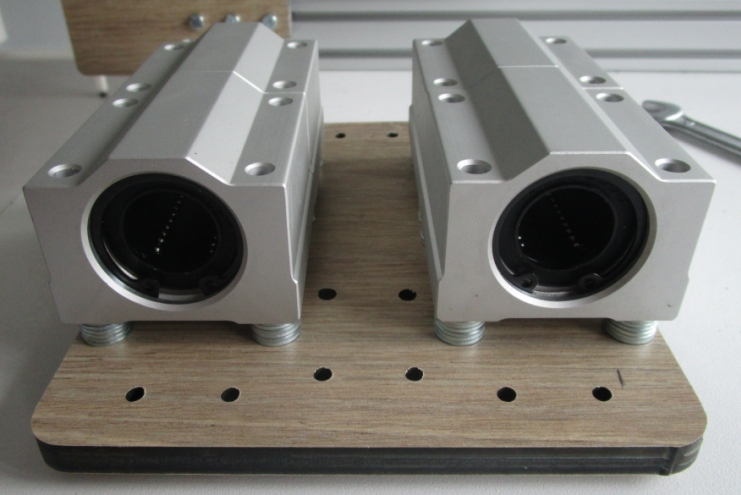
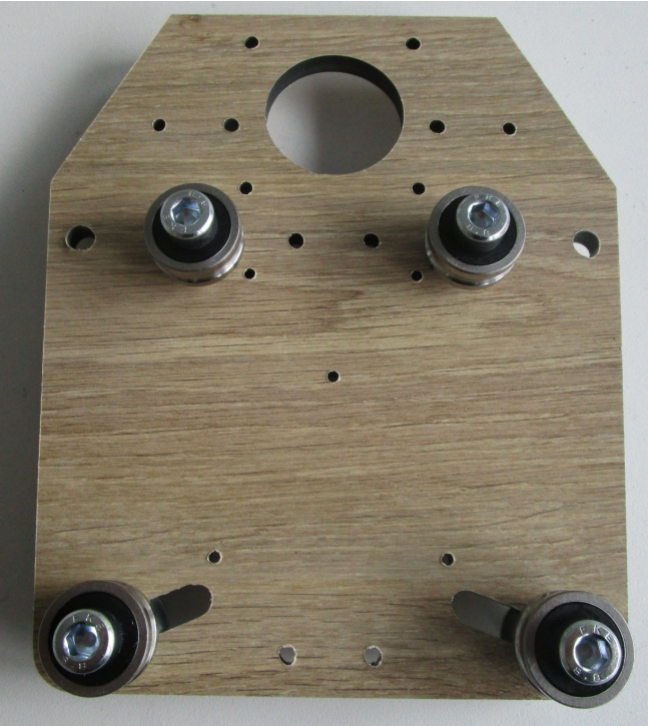
Monter les 4 blocs de douilles à billes 20mm sur la face avant de la plaque avant du chariot des X à l'aide de vis M6 x 25mm en intercalant 6 rondelles entre la plaque et le bloc d’alu (important : ne pas mettre de rondelle du côté de la tête de vis) :
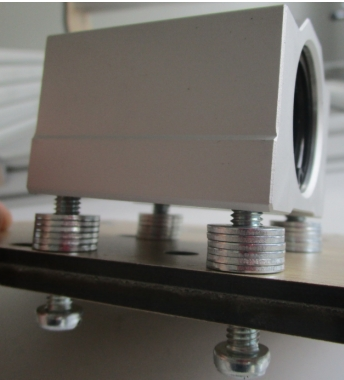
algNote Ou utilisé une plaque. (Voir page suivante).
44/194
IX.1.3 - Option plaque support douille
algNote Cette option est décrite sur le site OMM Pro.
http://mon-fablab.fr/openmakermachinepro/blog-realisations/adaptation-machine/omm_pro_plaque_entretoise_chariot_x_yg
Avec les fichiers pour une découpe CNC ou les fichiers pour une imprimante 3D.
Attention
Au moment où j’écris, pour récupérer le fichier DXF et les images, il y a un bug sur le site. Il faut mettre “user/pages/“ après pro/ et mettre “08.” et “03.” au début des 2 slashs qui suivent.
Exemple http://mon-fablab.fr/openmakermachinepro/user/pages/08.blog-realisations/03.adaptation-machine/omm_pro_plaque_entretoise_chariot_x_yg/photos/P5050001.JPG
Si vous choisissez l’option plaque.
Attention, il faut mettre les roulements avant le bloc de douille à bille, sinon, vous n’avez plus accès au boulon des roulements.

D’autre part, ne soyez pas tenté d’agrandir les côtes, sinon, vous ne pouvez plus visser le boulon de l’étape suivante.
Il faut serrer les vis et moduler le vissage des vis de façon à ce que les arêtes des blocs aluminium soient parfaitement alignées.
Je recommande de ne pas serrer et laisser du jeu pour l’alignement des tiges.
Si vous choisissez l’option officielle par rondelles.
Il faut serrer les vis et moduler le vissage des vis de façon à ce que les arêtes des blocs aluminium soient parfaitement alignées.
45/194
Truc : pour tenir les rondelles en place, on pourra visser transitoirement un écrou M6 sur la vis M6
Truc 2 : visser les 4 vis de chaque bloc en parallèle, en avalant quelques tours de chaque vis successivement de façon à ne pas fausser les pas de vis du bloc.
46/194

Note : les 2 vis internes seront à dévisser à nouveau ultérieurement pour mettre en place l’écrou de tige filetée d’entraînement du Z.
47/194
IX.1.4 - Fixation des roulements
Fixer les roulements à billes en U du haut à l'aide de 2 vis M8x35 + écrous + 2 rondelles moyennes M8 côté plaque et pas de rondelle côté écrou :
Ensuite, fixer les 2 autres roulements à billes en U dans les trous ovales avec vis M8 x 35 + écrou + 2 rondelles M8 grande + rondelle M8 grande + écrou :
48/194
Ensuite, sur la plaque arrière du chariot des X, on vient fixer les 2 roulements du haut avec 2 vis M8x35 + écrou + rondelle M8 moyenne + plaque + rondelle M8 moyenne + écrou :

49/194
Si on choisit d’utiliser les vis de serrages des roulements du bas, préengager les vis M4x25 (à l’avant) et M4x25 (à l’arrière) dans les trous percés précédemment et visser l’écrou sur la vis sans serrer :
Fixer les roulements du bas avec vis M8 x 35 + écrou + rondelle M8 grande + rondelle M8 grande + écrou :
50/194

51/194
=> Cas d’un entraînement courroie :
Dans le cas d'une CNC à courroie, on va mettre en place les renvois de courroie du chariot : vis M8x35 + rondelle.
large + rondelle moyenne + 2 roulements 608 + rondelle moyenne + rondelle large + écrou M8

Visser sur la plaque :

Puis faire de même pour le second.
52/194
IX.1.5 - Mise en place des chariots
Ensuite, monter les plaque du chariot sur les rails avant de l'axe X.
Si on utilise les vis de serrage, les serrer simplement de façon à mettre en adéquation les roulements du bas avec le rond inox :


Une fois les vis de serrage serrées (on doit obtenir une translation fluide avec une légère contrainte), serrer les écrous des vis de fixation des roulements eux-mêmes.
53/194
La procédure avec le serre-joint qui suit est à suivre seulement si vous n’utilisez pas les vis de serrage.
Je la considère obsolète, car elle abîme les roulements et elle est beaucoup moins efficace que les vis de serrage. Je la laisse ici à titre indicatif et « historique ».
Serrer les roulements comme cela a été fait pour les chariots des axes Y à l'aide d'un serre-joint :

54/194
Faire de même pour le chariot arrière :
55/194
Truc : regarder dans les trous des plaques du chariot Y pour vérifier le bon alignement / engagement des roulements en U sur les barres lisses de guidage :

57/194
X - Mise en place des jonctions du chariot des X
NOTE : Pour cette étape, je conseille de desserrer les vis d’extrémité de fixation du profilé arrière de l’axe X (trous oblongs) : de cette façon, l’écartement des 2 profilés s’ajustera naturellement à la mise en place des profilés de solidarisation du chariot des X comme décrit ci-dessous.
Tarauder les trous des profilés 20x40x110mm
Préengager 2 écrous lourds dans les rainures côté droit des 2 profilés 20x40x110mm

58/194
Ensuite, mettre en vis à vis les 2 plaques du chariot et mettre en place le profilé 20x40x110mm du haut (que l'on a préalablement taraudé en M5x0.8 ) et fixer avec des vis M5 x 20mm :
De la même façon, mettre en place le profilé 20x40x110mm du bas :
58/194
NOTE : Une fois le chariot en place, faire quelques aller-retour les vis d’extrémité du profilé arrière de l’axe X étant desserrées, puis une fois que la translation se fait bien, serrer à fond les vis d’extrémités du profilé arrière de l’axe X.
59/194
Au final, le chariot des X est constitué et est en place :
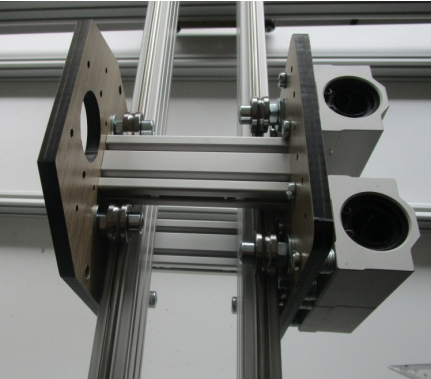
60/194
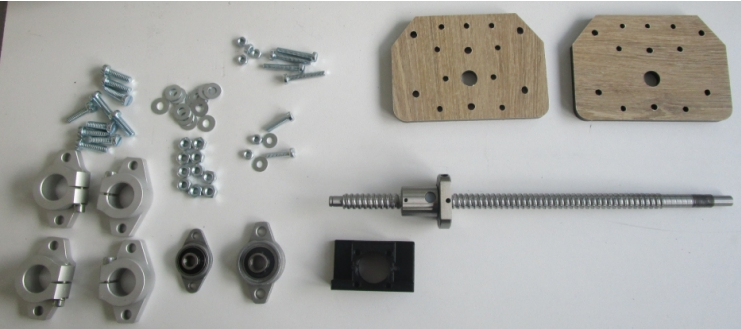
Matériel nécessaire
1 x profilé 20x60x 270mm
2 x plaque de Z
2 x barre lisses inox diamètre 20mm x 270mm
(9)
6 x vis M5 THC x 20
6 x rondelles M5 moyennes
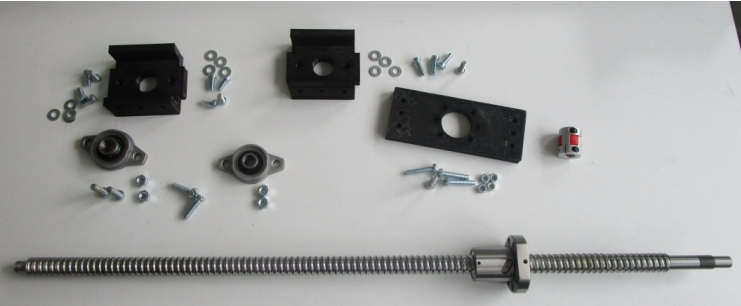
(10)
1 x vis à billes 300mm x 12mm
1 x support d’écrou 1204
4 x M4 x 30
4 x écrou M4 Nylstop
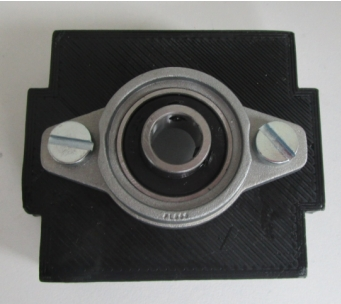
(11)
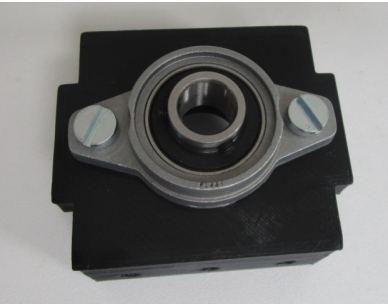
1 x roulement à plat KFL08 (axe 8mm)
2 x vis M5 x 20mm THC
2 x rondelles M5 moyenne
2x écrous M5 Nylstop
(12)
1 x roulement à plat KFL000 (axe 10mm)
2 vis M6 THCx 20
2 x rondelles M6 moyenne
2x écrous M6 Nylstop
61/194
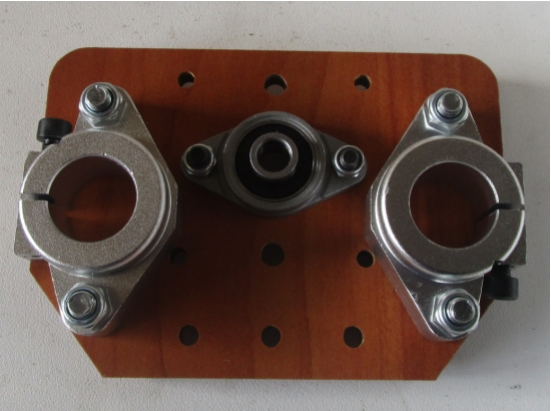
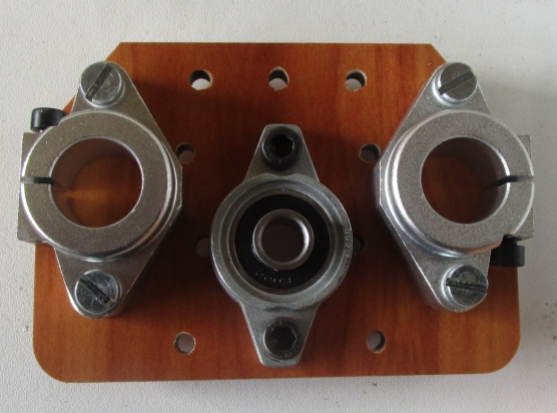
(13)
4 x supports d'extrémités des barres lisses 20mm
8 vis M6 x 30mm
8 x rondelles M6 moyenne
8x écrous M6 Nylstop
62/194
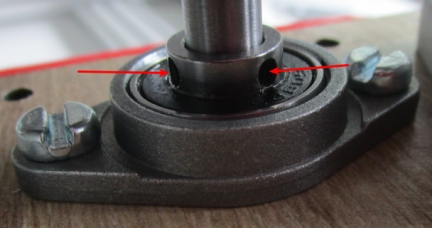
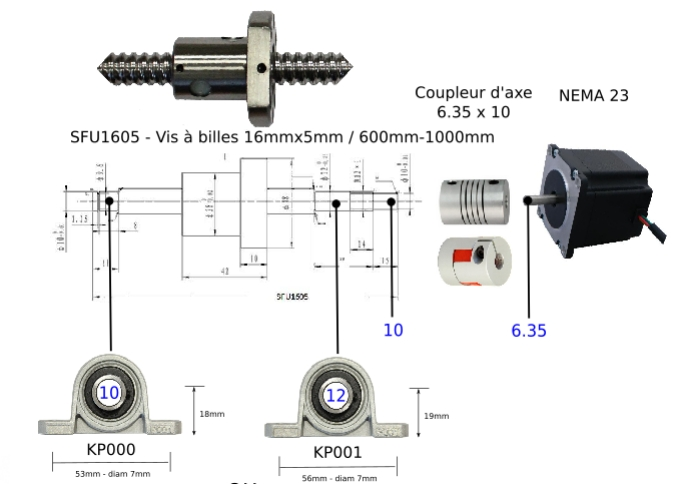
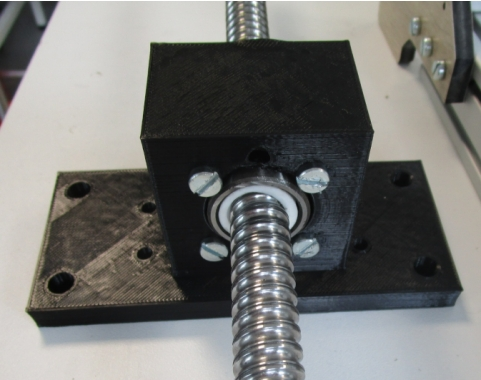
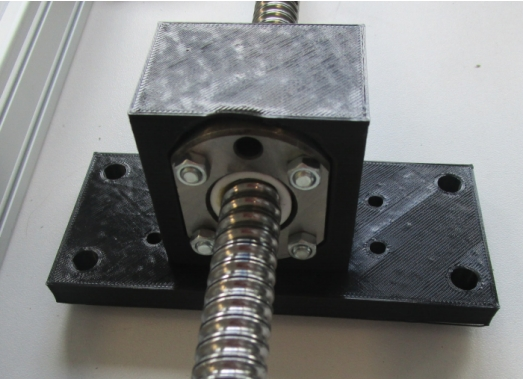
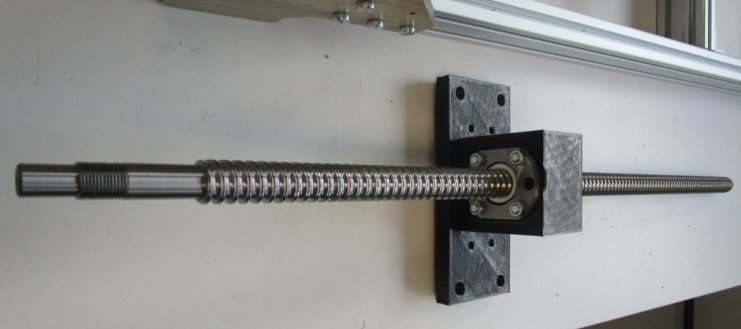
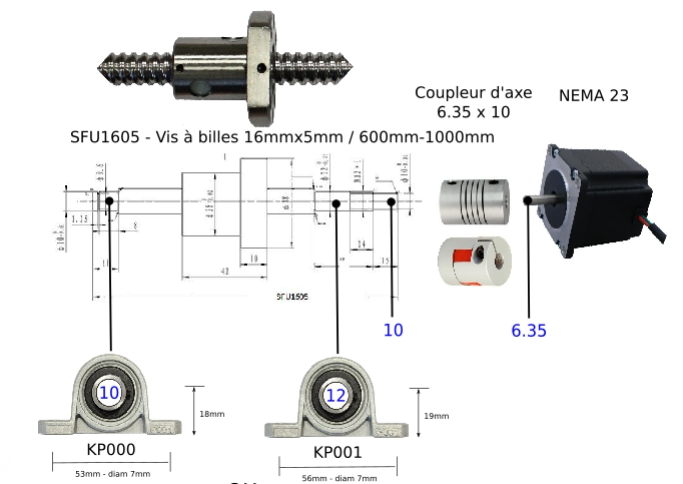
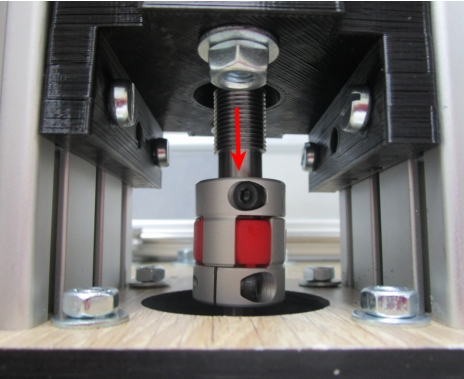
Pour information, le principe de montage de la vis à billes 12mm au pas de 4mm de l'axe Z est :
algNote: Notez bien le coupleur d’axe, pour l’axe Z, est de diamètre 8mm côté vis à bille, les trois autres pour les axes X et Y sont de Ø 10mm.
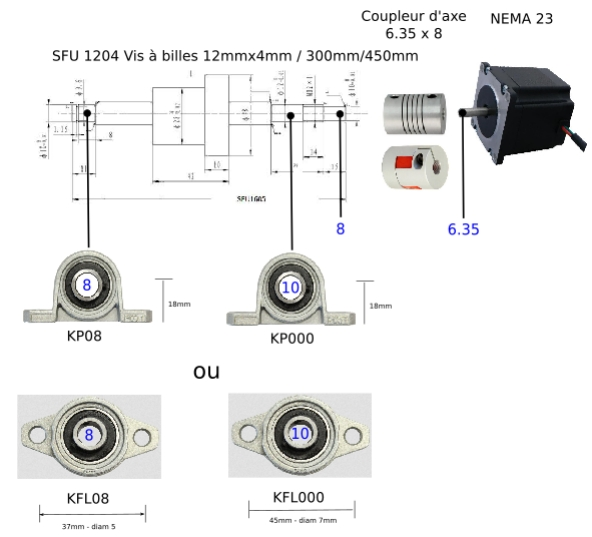
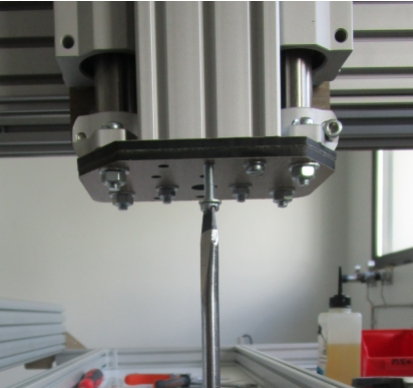
Cette étape consiste à mettre en place l'axe Z qui sera mobile vis-à-vis de la face avant du chariot des X, le point fixe :

63/194
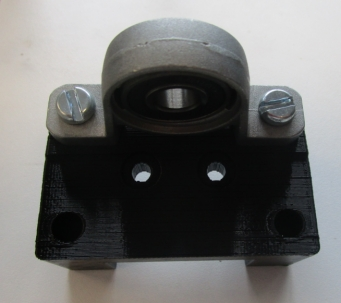
Préparer les plaques inférieures et supérieures de l'axe Z :
La plaque inférieure reçoit le roulement à plat KFL08 - axe 8mm (à fixer avec 2 vis M5 x 20 + rondelle M5 moyenne + écrous M5 Nylstop) pour guider la vis d'entraînement + les 2 supports d'extrémités des barres de 20mm à fixer avec vis M6x25mm + rondelle + écrou.
[line]C’est bon
L’extérieur pour celle là, la plaque du bas, est le dessous. C’est bon pour la photo de cette pages.
Note : Vérifier avant la fixation que le roulement à plat est bien engagé dans son support : au besoin, l’engager correctement en plaçant un plat de tournevis sur son bord externe et en tapant légèrement au marteau dans l’axe du tournevis.
NOTE +++ : Il est essentiel de faire en sorte que le minimum de longueur dépasse de la plaque inférieure du Z (sinon risque d’accrochage dans fixations plaque, etc. en pleine découpe et blocage/casse de fraise). Par conséquent, mettre les têtes de vis en bas sur la plaque inférieure (pas comme sur la photo de la page suivante donc...).
• la plaque supérieure reçoit le roulement à plat KFL000 – axe 10mm (à fixer avec 2 vis M6 x 20 + rondelles M6 moyennes + écrous M6 Nylstop) pour guider la vis d'entraînement + les 2 supports d'extrémités des barres de 20mm à fixer avec vis M6x25mm + rondelle + écrou.
Note : Là encore, vérifier avant la fixation que le roulement à plat est bien engagé dans son support : au besoin, l’engager correctement en plaçant un plat de tournevis sur son bord externe et en tapant légèrement au marteau dans l’axe du tournevis.
64/194
[line]Pas bon
Note : veillez à mettre les tête des vis de serrage des supports d’extrémités des barres 20mm vers l’extérieur.
algNote L’extérieur pour celle-là, la plaque du haut, est le dessus. Il n’y a pas de contrainte technique pour cette plaque. Cela ne gêne pas le montage du moteur. mais, cela améliore l’esthétique.
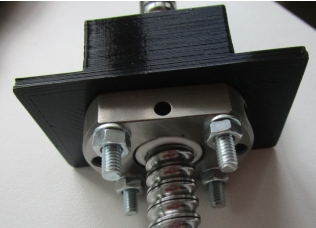
Ensuite, fixer le support d’écrou sur l’écrou en plaçant les têtes de vis en bas (côté opposé à l’écrou) et en utilisant idéalement des écrous M4 nylstop :
65/194

Tarauder les trous du profilé 1 x profilé 20x60x270mm en M5x0.8 :
Placer la plaque inférieure (celle qui a le roulement axe 8) sous l’axe Z en mettant quelques plaques de supports dessous. Veillez à bien l’orienter +++
Préengager les 2 barres 270mm de 20mm dans les douilles à billes en les tournant sur elles-mêmes pendant l’engagement +++ et les engager dans les supports d’extrémité de la plaque inférieure (celle qui a le plus petit roulement) :
66/194
Note : desserrer au préalable au maximum les vis de serrage avec une clé Allen.
67/194
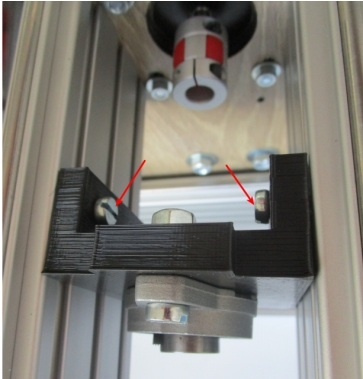
Enlever les vis intérieures supérieures des 2 blocs alu supérieurs :
Enlever les vis Allen du roulement du bas :
68/194
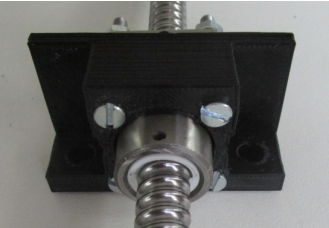
Engager la vis à billes avec le support d’écrou qui doit passer entre les 2 blocs alu :
69/194
Revisser les 2 vis M6 de fixation des blocs alu, vis enlevées précédemment, qui traversent cette fois le support d’écrou : les trous de la plaque, du support et des blocs alu doivent être alignés.
Enlever les vis sans tête du roulement supérieur :
70/194
Dévisser au maximum les vis de serrage des supports d’extrémités de barre 20mm et engager la plaque supérieure :
71/194
Truc : mettre un support rigide sous le plateau inférieur et taper au marteau si besoin
Truc 2 : pour bien faire descendre la tige filetée, bloquer le plateau inférieur et tourner l’axe à la baisse.
Remettre les vis sans tête de roulement du bas en place (pas celle du haut).
Truc : faire quelques mouvements de haut/bas en tournant la tige filetée. Réaxer au besoin le support de roulement à billes supérieur en dévissant puis resserrant les vis de fixation. La rotation doit être souple et facile à la main.
72/194
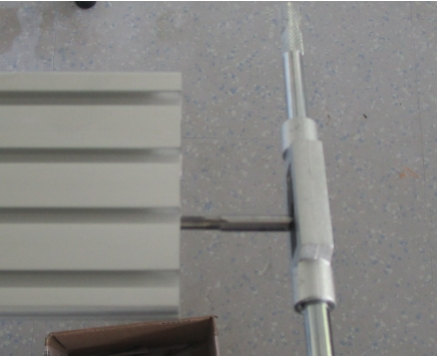
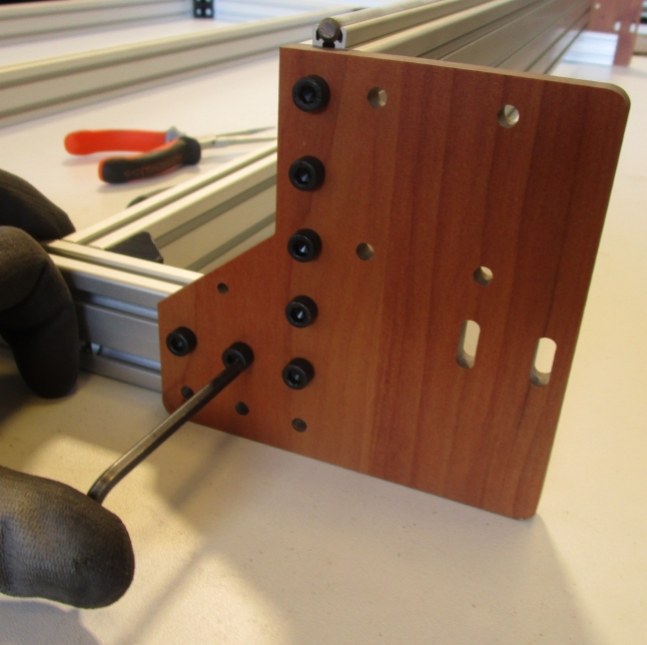
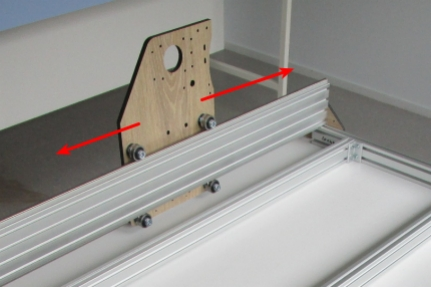
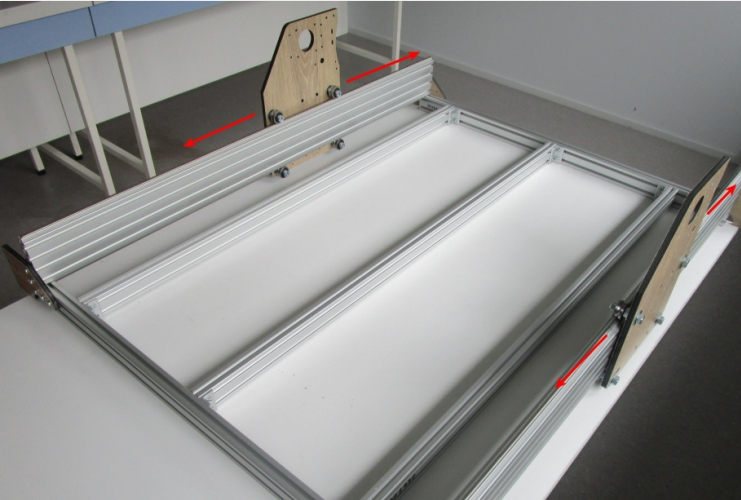
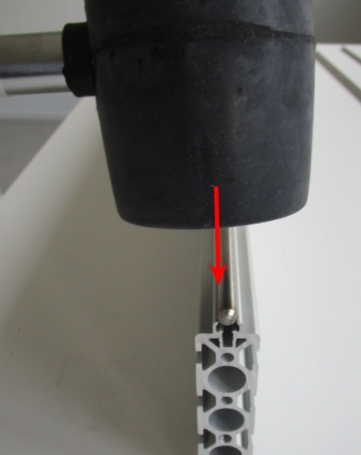
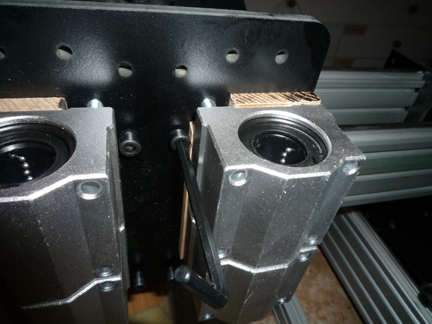
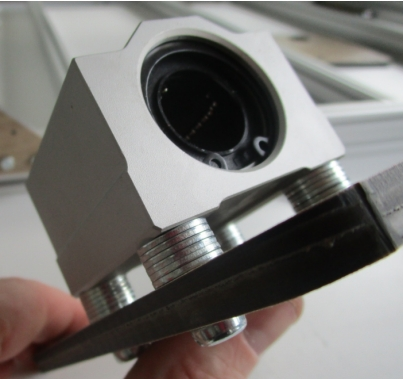
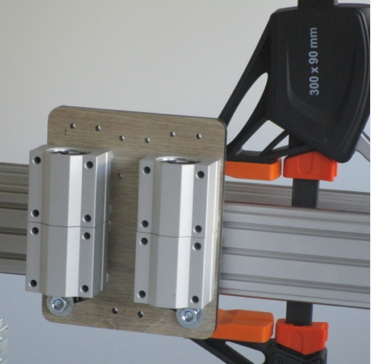
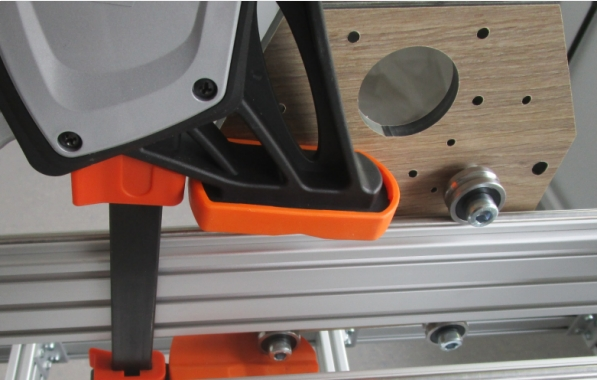
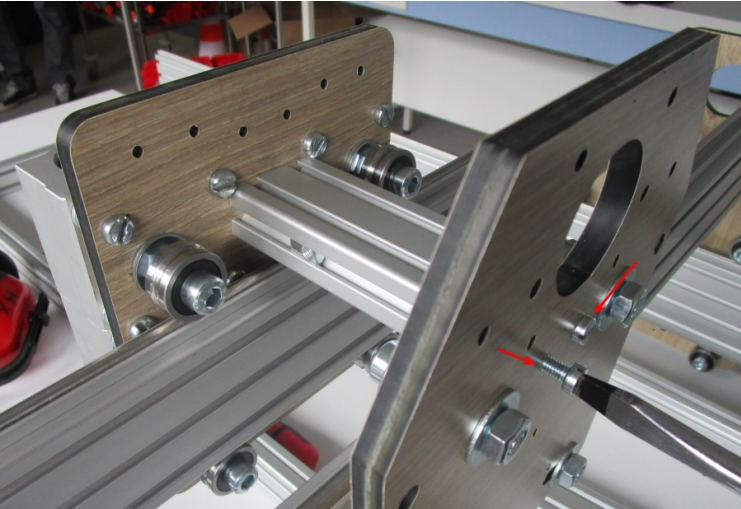
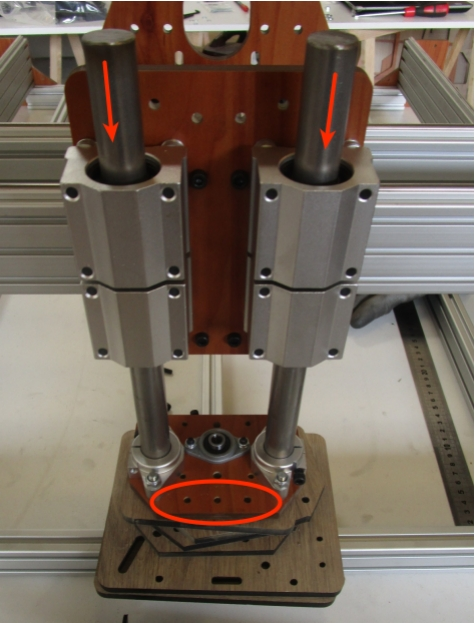
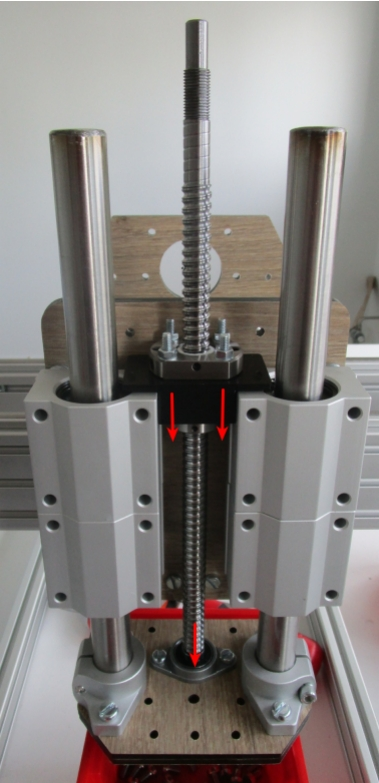
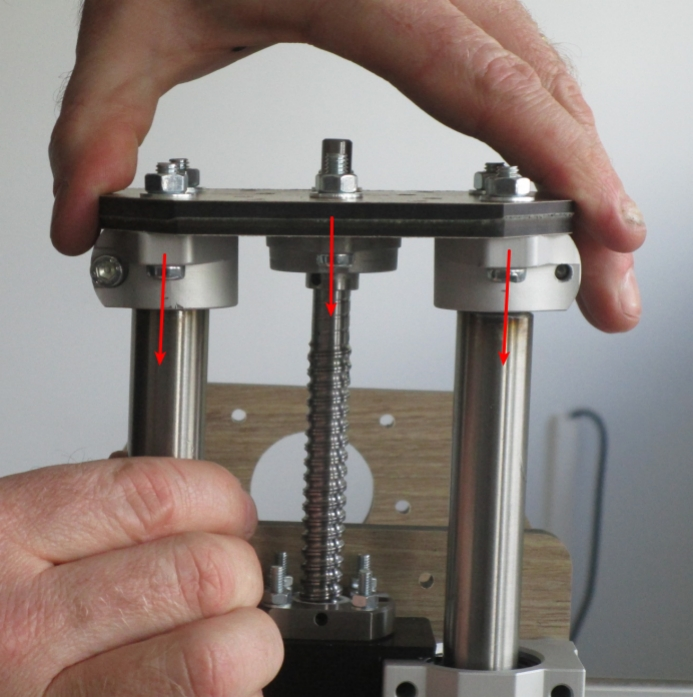
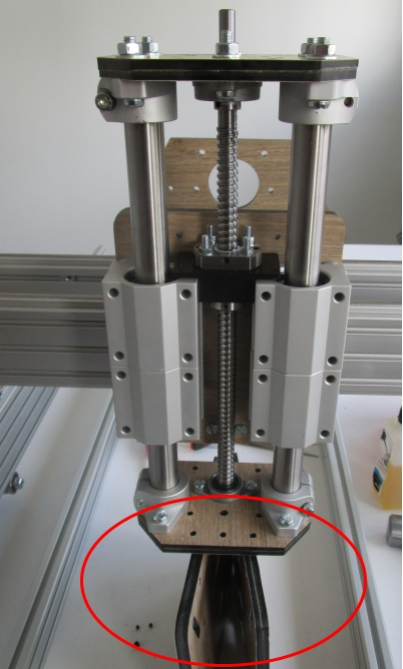
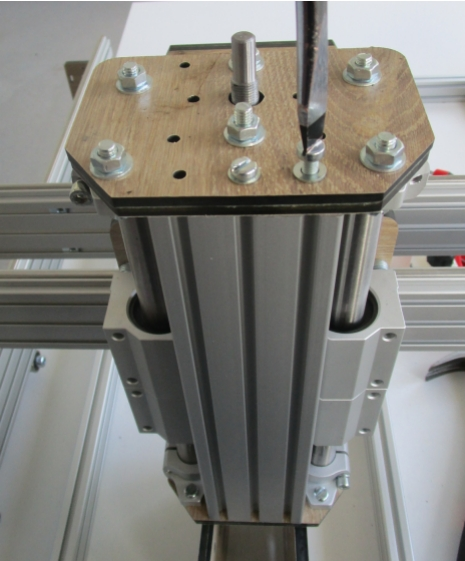
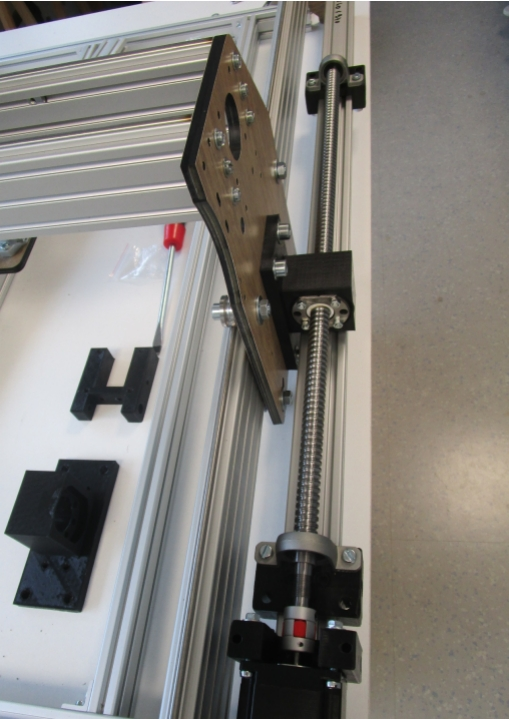
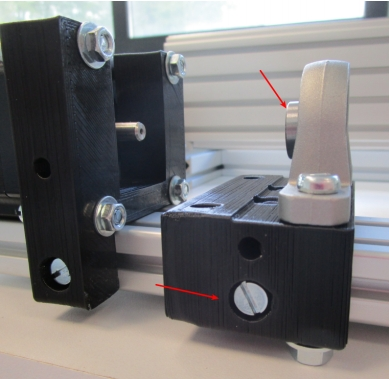
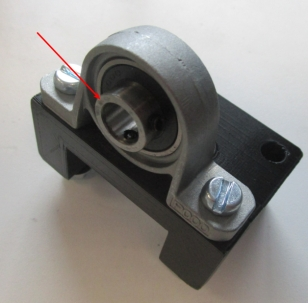
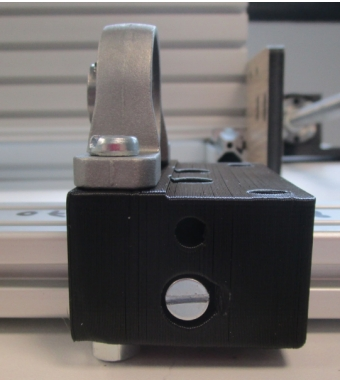
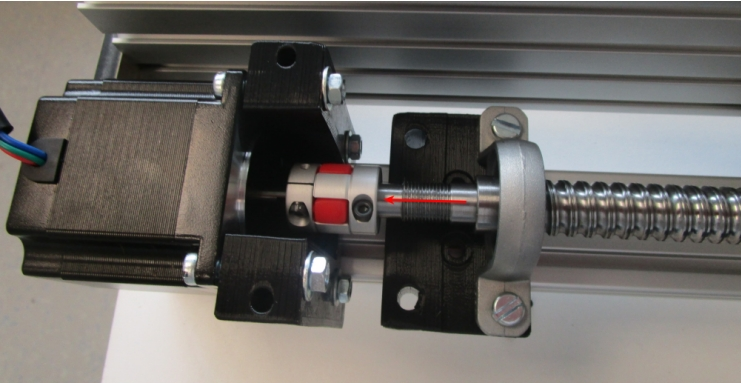
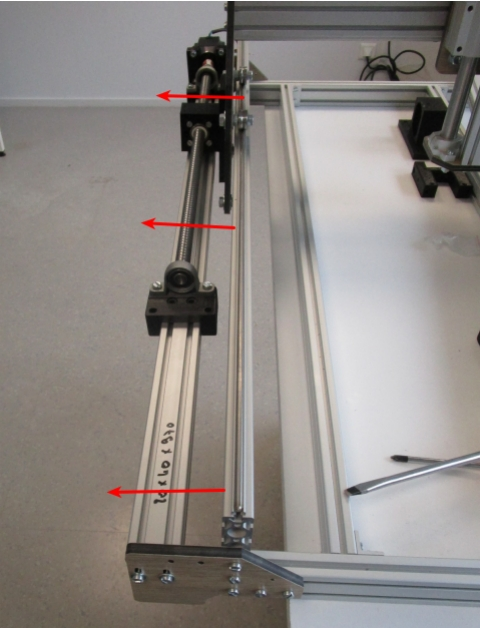
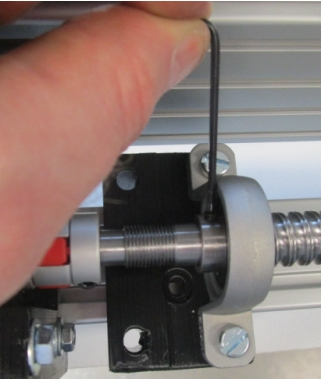
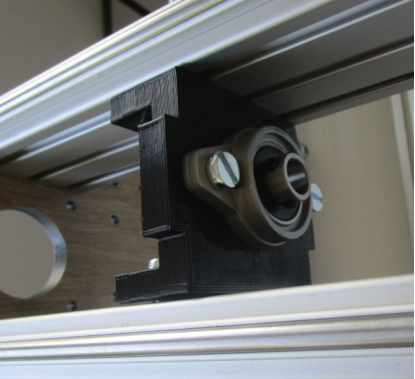
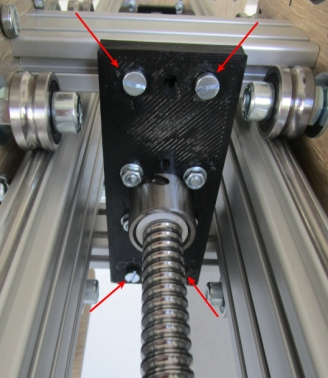
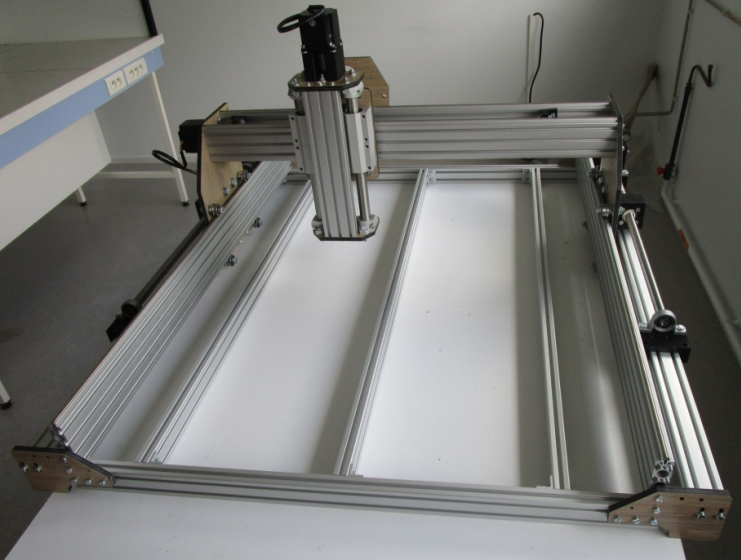
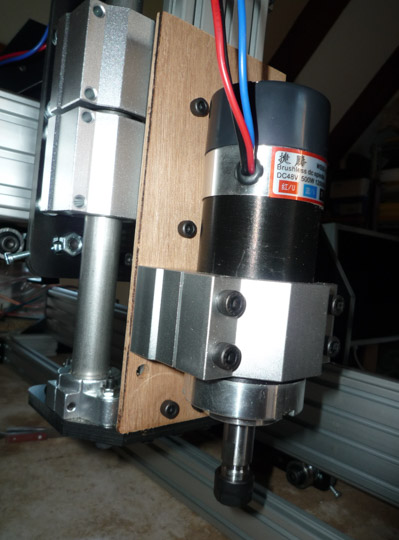
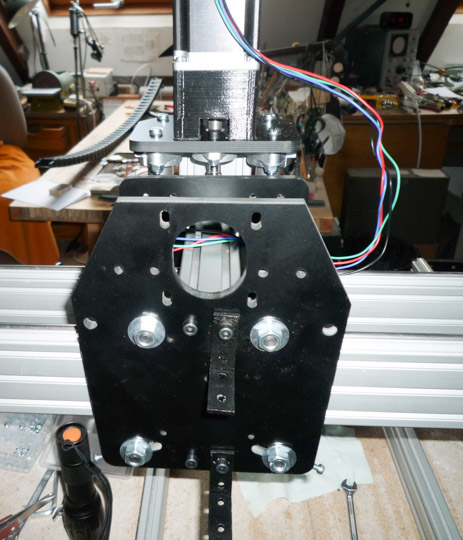
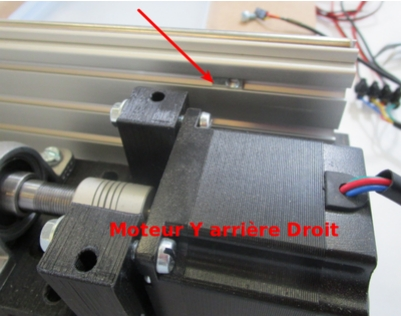
algNote J’ai préféré monter la totalité du chariot des X à blanc sur mon établi, ceci pour éviter que les coups de marteau requis soient faits sur la structure.
Un autre avantage est de travailler assis plutôt que debout penché sur la structure. Mon dos m’a remercié.
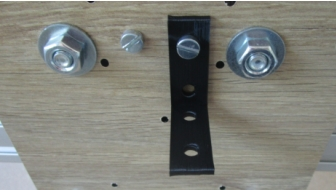
J’ai tout monté avec un vissage non serré pour ajuster la vis à bille et les douilles à billes.
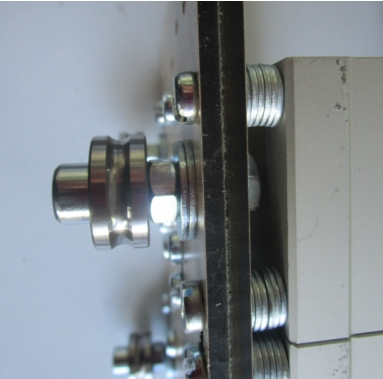
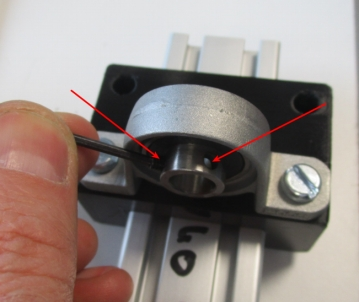
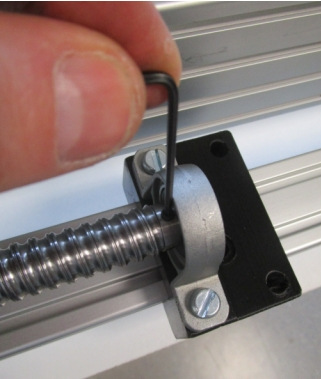
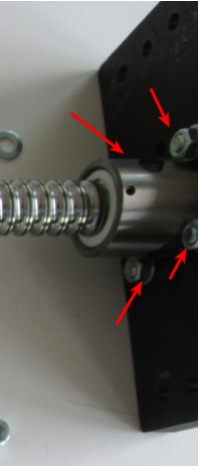
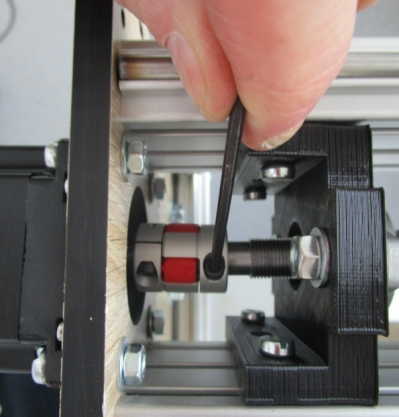
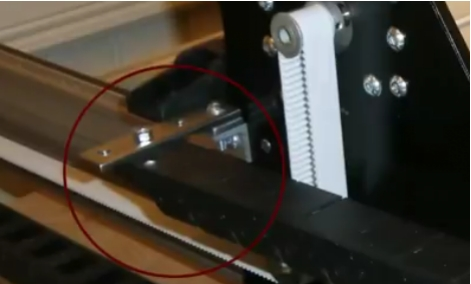
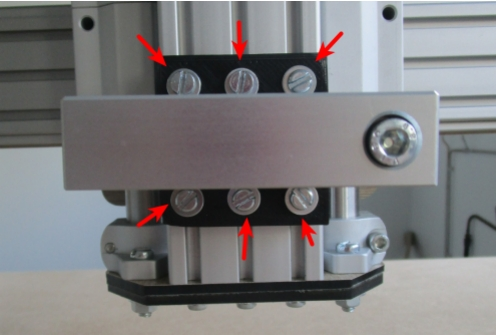
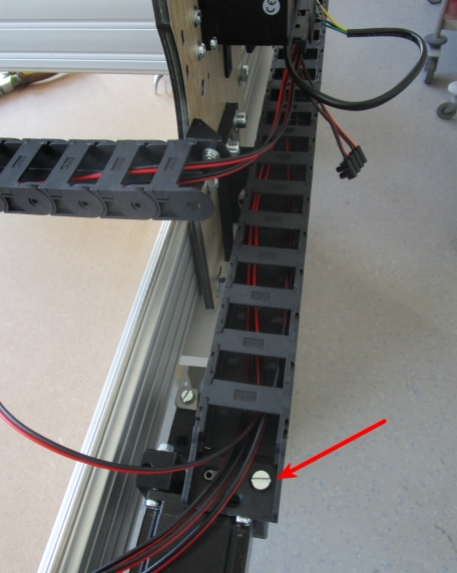
Puis j’ai serré bloqué le tout sauf les deux vis de la piece support de la vis à bille.
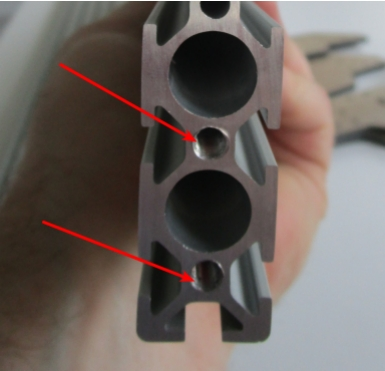
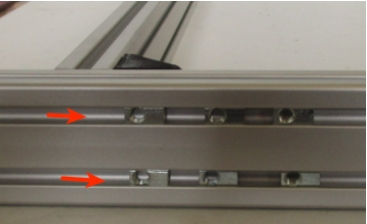
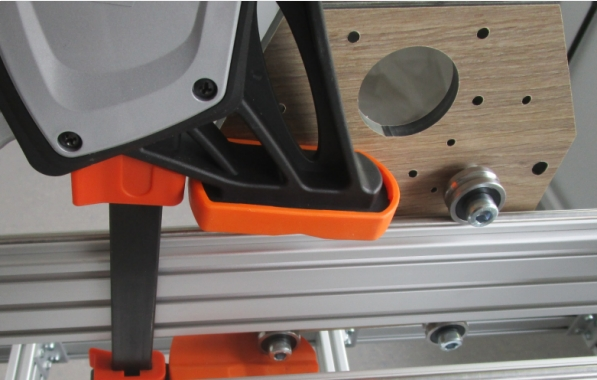
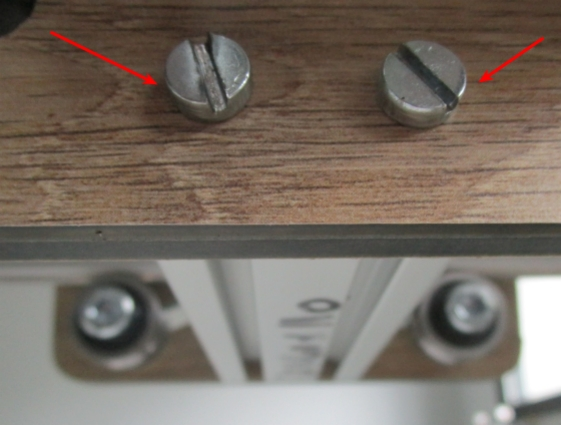
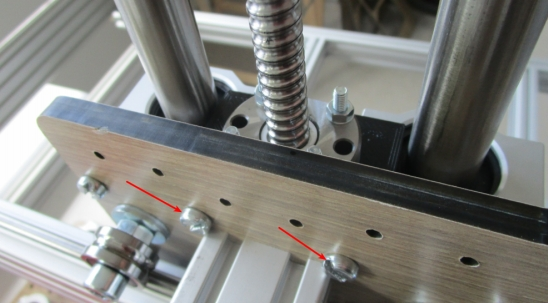
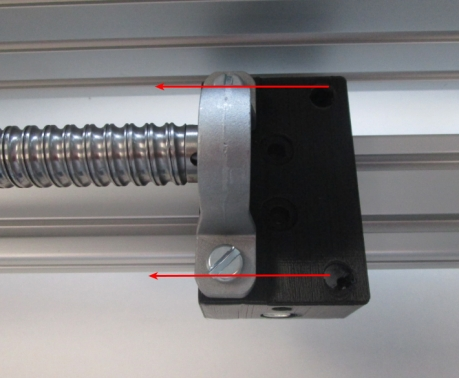
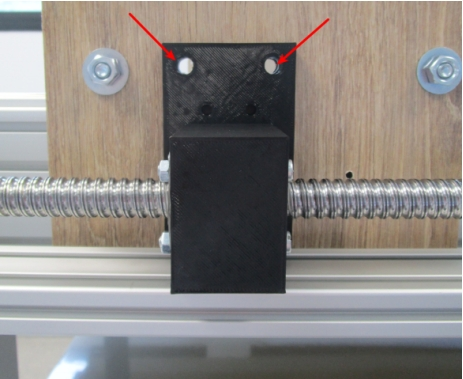
Cette pièce  cachant les vis (flèche rouge) pour fixer le tout sur la structue.
cachant les vis (flèche rouge) pour fixer le tout sur la structue.
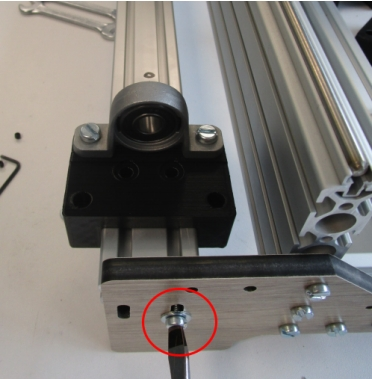
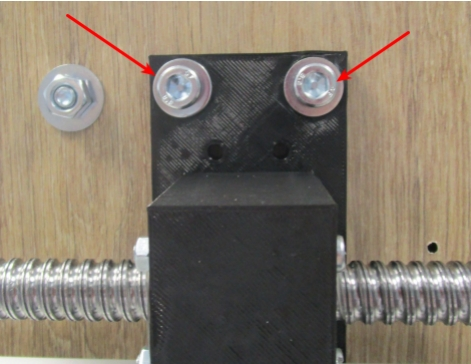
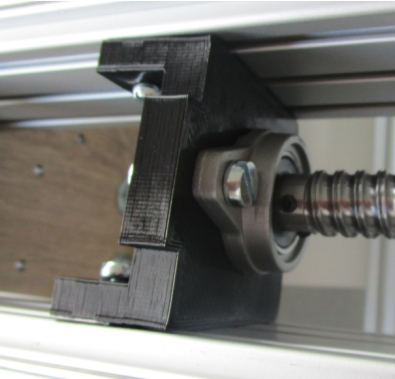
Il faut donc, dévisser la pièce  , (deux vis à l’arrière) et la monter en tournant la vis à bille pour avoir accès aux deux vis de montage sur le profilé des X.
, (deux vis à l’arrière) et la monter en tournant la vis à bille pour avoir accès aux deux vis de montage sur le profilé des X.
à vous de choisir votre méthode.

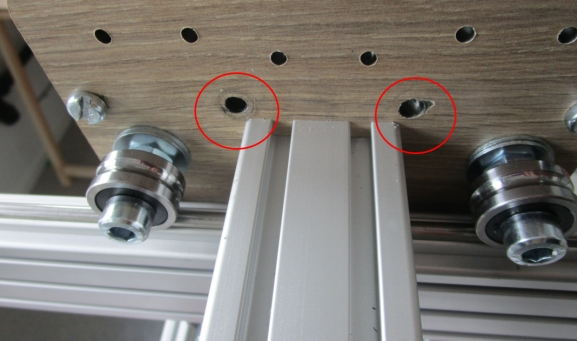
[line][line]
Les deux vis cachées
de montage sur la struture
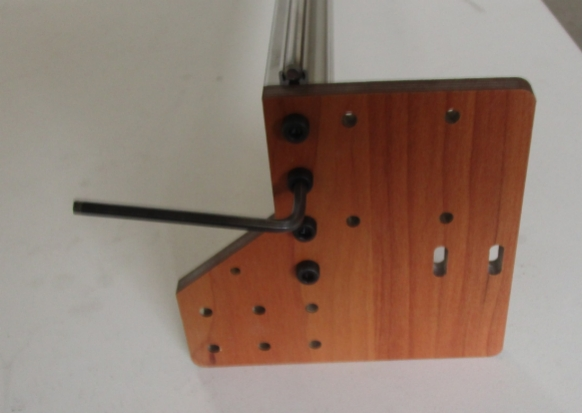
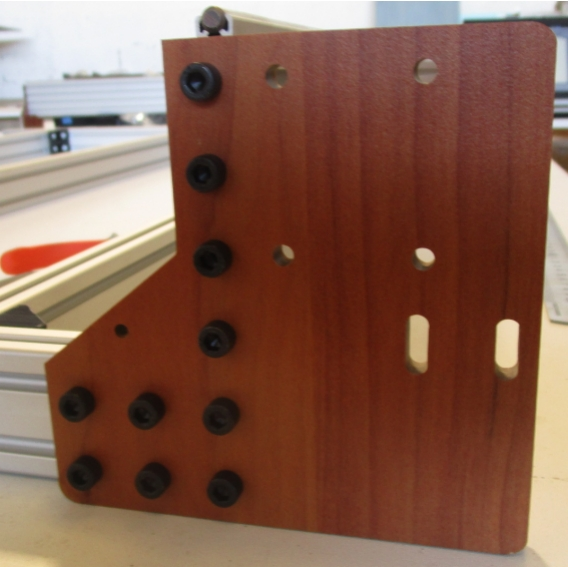
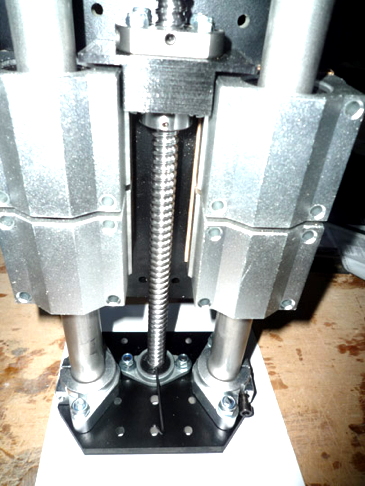
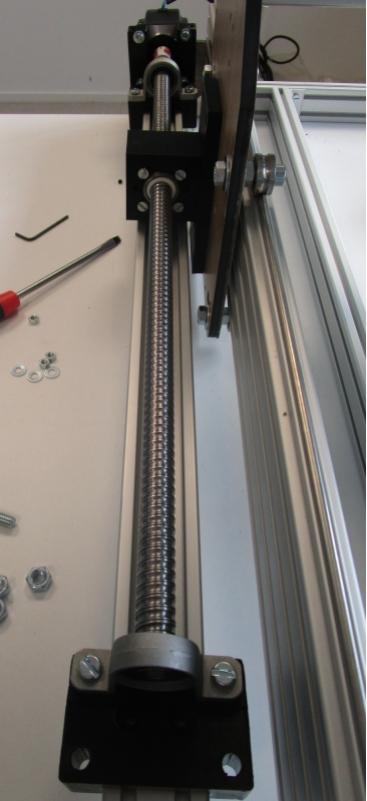
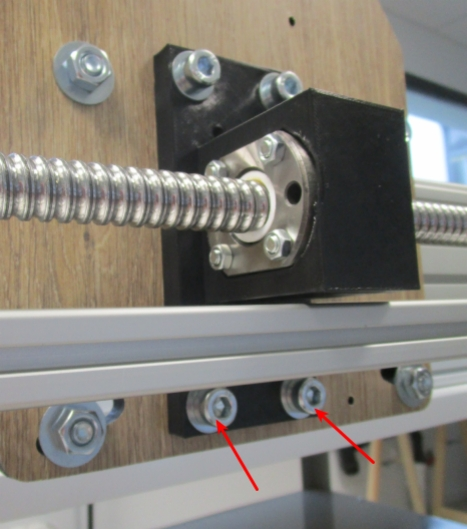
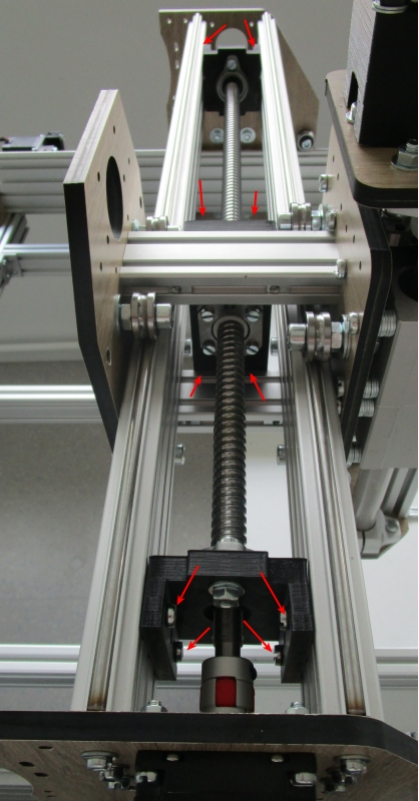
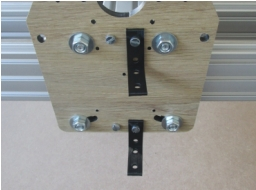
Voilà, une fois fait, l’axe Z est monté :
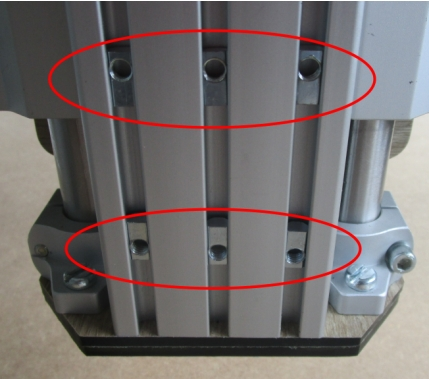
On peut préengager et mettre en place 3 x 2 écrous lourds dans les 3 rainures de la face avant du profilé 20x60x270 du Z :
73/194
Mettre en place le rail alu de façade et fixer avec vis M5 x 20 :
Truc : vérifier que toutes les vis de serrage des supports d’extrémités 20mm sont desserrées et remettre le support rigide sous la plaque du bas et taper au marteau si un écartement résiduel existe : tout doit s’ajuster parfaitement.
74/194
Une fois fait, remettre en place les vis de serrage du roulement du haut et resserrer toutes les vis de serrages des supports d’extrémités.
Note : on peut faire çà seulement après la fixation du moteur (voire ci-après)
algNote Des boulons sixpans vous faciliteront les choses, par rapport à un tournevis long.
76/194
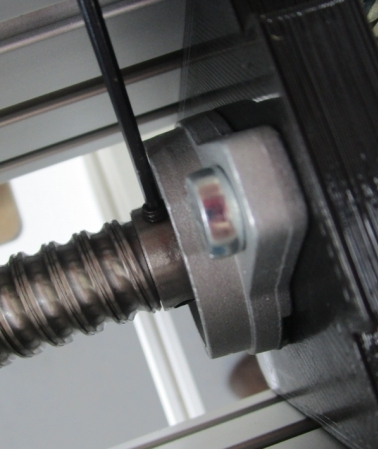
Ce qui donne :

Note : la rotation de la vis à billes doit être fluide. Au besoin, desserrer un peu les vis de fixation des roulements de la vis à billes , laisser la vis à billes se réaxer puis resserrer.
76/194
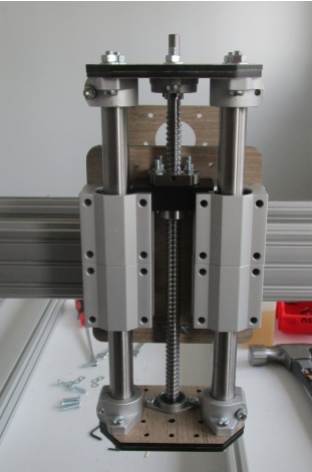
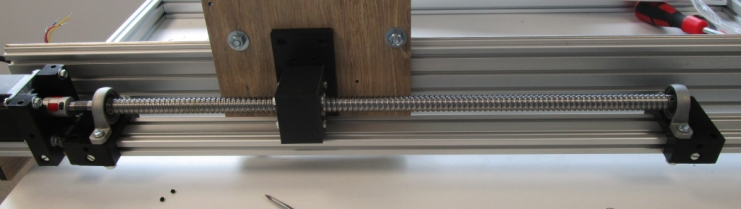
Cette fois, çà y est, la mécanique 3 axes est montée :
78/194
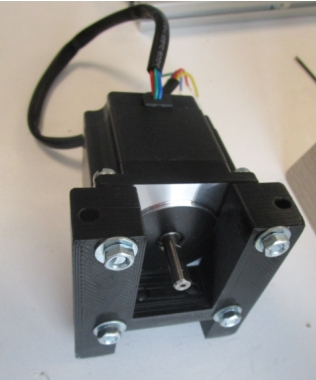
Il ne reste plus qu’à mettre en place le moteur de l’axe Z.
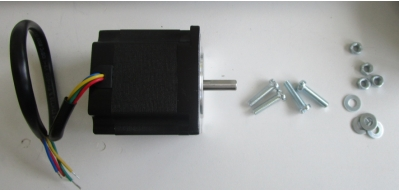
1 x jonction d’axe 6,35 vers 8 souple
1 x support de moteur Nema 23
1 x moteur NEMA 23
(14)
4 x vis M5 x 60
8 x rondelles M5 moyennes
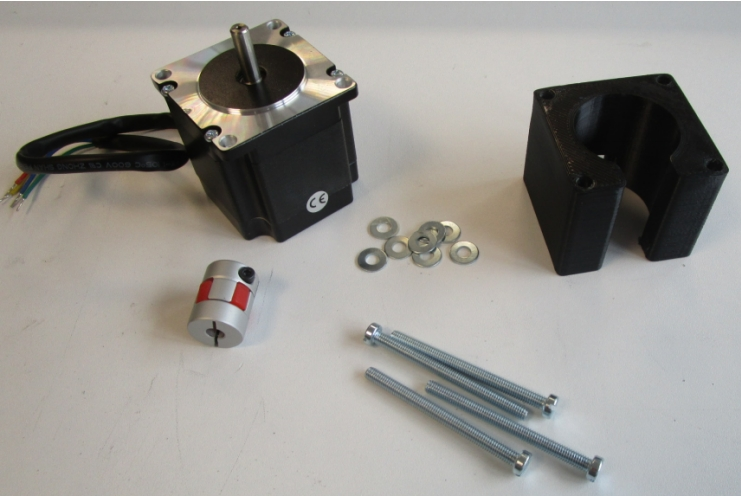
79/194
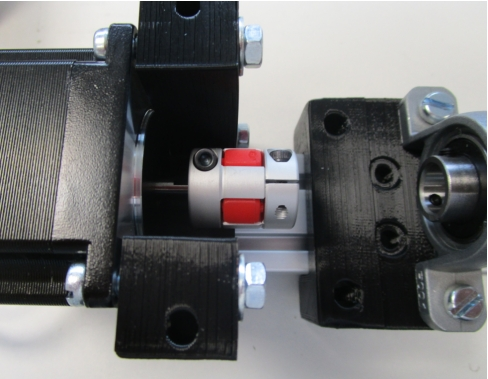
Mettre le coupleur d’axe en place sur la vis à billes jusqu’au contact et serrer les 2 vis de serrage.

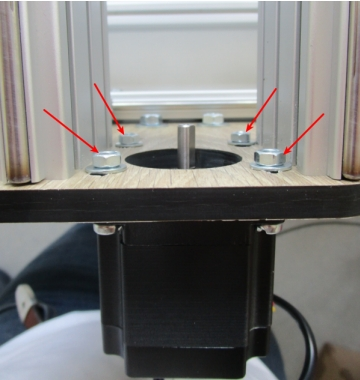
Visser le moteur NEMA 23 sur son support à l’aide des 4 vis M5 x 60 +/- rondelles d’écartement
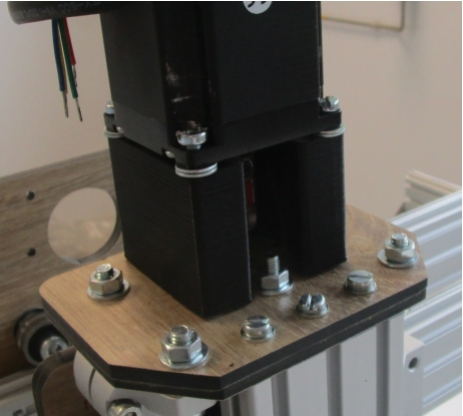
De l’autre côté
pour l’esthétique
[line]
[line]
Note : si les vis M5x60 ne « prennent » pas dans la plaque, découper de la tige filetée M5 de 80mm et serrer avec 1 écrou +rondelle de chaque côté … mais normalement les trous sont prévus pour que les vis auto-taraudent la plaque.
80/194
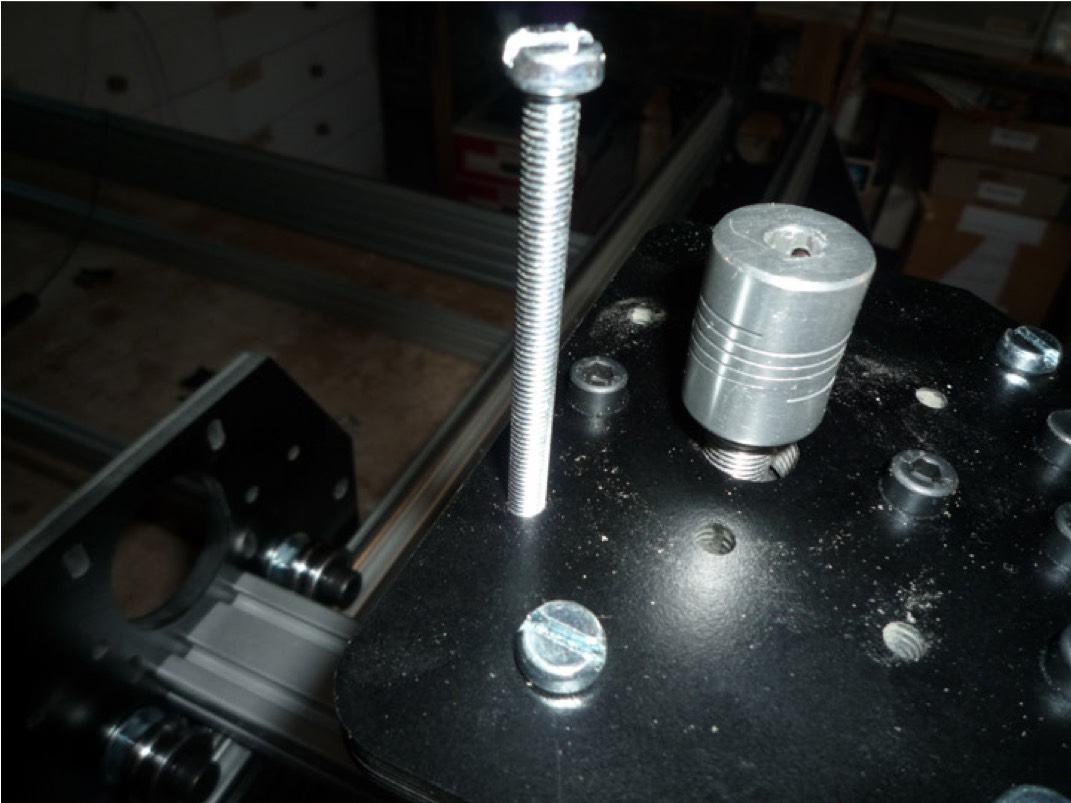
algNote Pour auto-tarauder la plaque, je vous recommande de le faire sans le moteur.
Cela vous facilitera le positionnement du moteur, les grandes vis trouvant facilement leur filetage une fois l’auto-taraudage fait.
Sur cette photo, cela aurait été d’ailleurs intelligent de ma part de prendre une vis plus petite à tête THC pour faire l’auto-taraudage , ceci pour éviter le risque de dérapage.
Serrer les vis de serrage de l’axe :
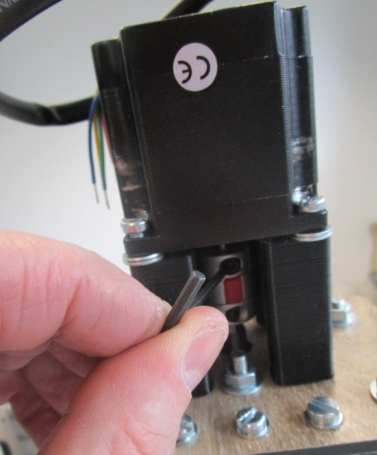
Note : il est important de bien serrer les vis de serrage, car l’axe Z doit être parfaitement entraîné… Et l’une des vis de serrage côté moteur doit être serrée sur le méplat de l’axe moteur.
algNote C’est des vis de serrage de la jonction souple dont on parle.
81/194
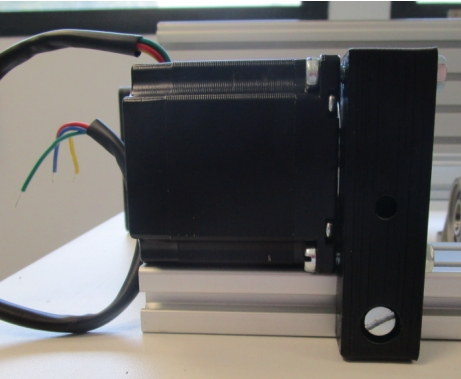
XIII - Mise en place des moteurs et entraînement : version vis à billes.
XIII.1 - Mise en place des supports latéraux et motorisation axe Y
Les supports latéraux servent de support les vis à billes :
82/194
Pour chaque côté, il faut (en double donc) :
(15)x2
1 x profilé 20x40x970mm (XL:1500mm)
4 x vis M5 THC x 20mm
4 x rondelles M5
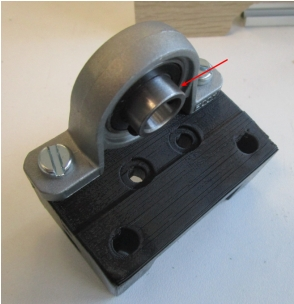
(16)x2
1 x support 3D de palier à semelles KP000/KP001
1 x support de roulement à billes à semelle KP000 (axe 10mm)
2 x vis M6 x 40mm
2 x rondelles M6 petites
2 x écrous M6 NS
2 x vis M5 THC x 16mm
2 x vis M5 THC x 12mm
4 x écrous lourds M5
(17)x2
1 x support de roulement à billes à semelle KP001 (axe 12mm)
2 x vis M6 x 40mm
2 x rondelles M6 petites
2 x écrous M6
2 x vis M5 THC x 16mm
2 x vis M5 THC x 12mm
4 x écrous lourds M5
(18)x2
1 x vis à billes 800mm x 16mm (XL : 1200mm)
1 x support 3D d’écrou de vis à billes 1605
4 x vis M5 x 45mm
4 x écrou M5 Nylstop
83/194
4 x vis THC M8 x 25mm
4 x écrou M8
4 x rondelle M8 moyenne
4 x rondelle M8 large
(19)x2
1 x support vertical de moteur NEMA 23
2 x vis M5 THC x 16mm
2 x écrous lourds M5
(20) x2
1 x moteur NEMA 23
1 x coupleur d’axe 6,35 vers 10mm
4 x vis M5 x 30mm
4 x rondelles M5 moyennes
4 x écrous M5 NS

84/194
XIII.5 - Montage de la vis à billes du Y
Commencer par tarauder les trous des profilés 20x40x970mm à l’aide d’un taraud M5x0,8 :
85/194
Ensuite, engager les écrous lourds dans les rainures : 3 de chaque côté sur la tranche.
Fixer le moteur pas à pas sur le support vertical à l’aide des 4 vis M5x30 + rondelle M5 + écrous
Ensuite, mettre l’ensemble à cheval sur le profilé de façon à ce que l’arrière du moteur soit aligné sur l’extrémité du profilé et le fixer latéralement à l’aide des vis M5x 16mm en utilisant les écrous lourds précédemment engagés.
86/194
Monter le support de roulement à semelle KP001 sur le support en position « basse » à l’aide de 2 vis M6 x 40mm+ écrou M6 et en tournant la partie la plus « protubérante » du roulement vers le moteur :

Le mettre à cheval sur le profilé et fixer latéralement avec des vis de M5x16 sans serrer, le support devant pouvoir rester mobile pour ajustement :
87/194
[line]M5x16mm
Fixer le support d’écrou de vis à billes sur l’écrou de la vis à billes à l’aide de 4 vis M5 x 45mm. Attention : il y a un sens et un support différent pour le côté droit et le côté gauche. La surface métallique de l’écrou est côté moteur et l’écartement le plus réduit entre les gros trous et le bloc d’écrou se place vers le haut.
88/194
89/194
Monter le support de roulement à semelle KP000 sur le support en position «haute » à l’aide de 2 vis M6 x 40mm+ écrou M6 et en tournant la partie la plus « protubérante » du roulement vers la vis à billes :
Le mettre en place « à cheval » sur le profilé et le fixer à l’aide des vis latérales :
[line]M5x16mm
90/194
91/194
Mettre en place le coupleur d’axe à mâchoires sur l’axe du moteur :
Enlever les vis de serrage de l’axe des roulements à billes :
92/194
Mettre en place le profilé en fixant les extrémités dans les plaques avant et arrière à l’aide de vis M5x20 +rondelles sans serrer à fond les vis :
(Une alternative pour 2-3 étapes qui suivent est de mettre le profilé sur la tranche au lieu de le mettre d’emblée en place, le « plat » du support d’écrou tourné vers le haut).
Moment tant attendu : mettre en place la vis à billes en veillant à mettre la zone plane du support d’écrou en parallèle de la plaque latérale du chariot Y :
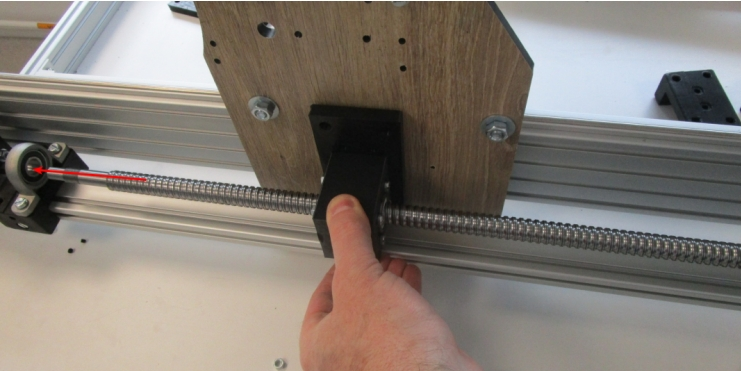
93/194
Puis engager la vis à billes dans le roulement côté moteur et le coupleur d’axe : ajuster les position, et serrer les vis latérales :
Engager l’autre roulement en le faisant glisser sur son support.
93/194
Une fois les différents éléments en place, dévisser à nouveau les vis d’extrémités, enlever le profilé et serrer les vis latérales internes. Mettre également en place les écrous lourds et vis M5x16 THC de serrage du dessus des supports de KP001 / KP000 puis remettre le profilé en place et les vis d’extrémité, mais sans serrer. [Ou bien, si on a monté la vis à billes le profilé étant sur la tranche, on monte le profilé en vissant les vis d’extrémités, sans serrer ].
95/194
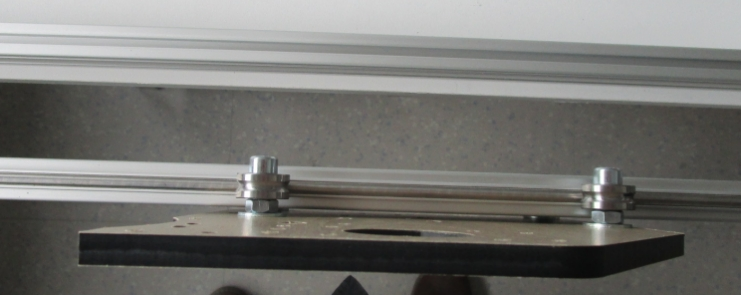
Glisser le châssis de façon à mettre le chariot Y au-dessus du « vide » :
96/194
Venir placer (par rotation de la vis à billes) les trous de la plaque du support d’écrou en regard des trous de la plaque latérale du chariot Y :
Visser en partie haute avec les vis THC M8 x 25mm + rondelle moyenne + rondelle large + écrou :
97/194
Procéder de la même façon en partie basse (c’est là que l’accès par le dessous est nécessaire…) :
Cette double fixation assure à la fois une rigidité renforcée de la plaque du Y et un entraînement parfait du chariot des Y par l’écrou de la vis à billes.
Une fois fait, mettre à l’horizontale de dessus du profilé et serrer les vis d’extrémités à la hauteur où le rail se place spontanément.
98/194
Remettre en place les vis de serrage des roulements, du coupleur d’axe, etc.
Faire quelques essai de rotation de de la vis à billes qui doit tourner sans contrainte.
Voilà, c’est fini pour ce côté !
Reste à faire la même chose de l’autre côté en veillant à inverser le sens du support d’écrou de la vis à billes.
100/194
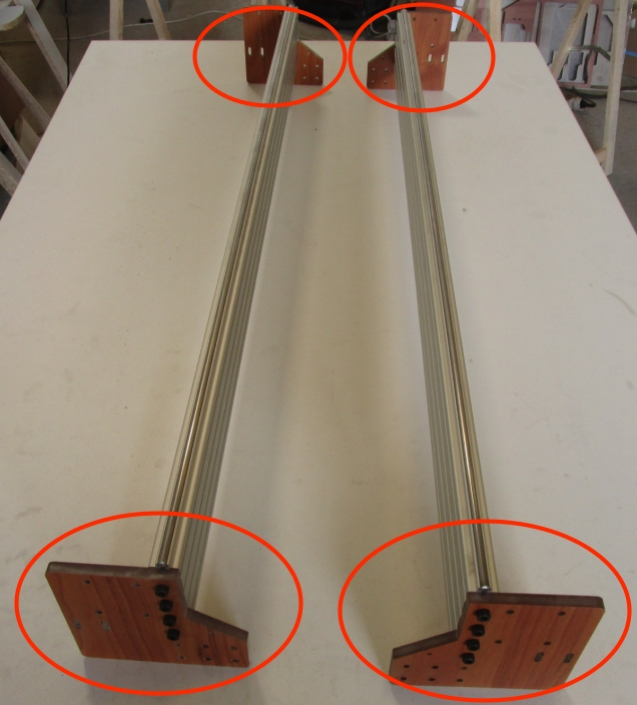
Et voilà le résultat, une fois les 2 faits.
101/194
XIV - Axe X : Motorisation et entraînement : version vis à billes
(21)
1 x support vertical de roulement à billes à plat KFL000 (axe 10mm)
1 x roulement à billes à plat KFL000 (axe 10mm)
2 x vis M6 x 20mm
2 x rondelles M6
2 x écrous M6 NS
4 x vis M5 THC x 16mm
4 x rondelles M5
± 4 écrous lourds pour profilé (les écrous lourds sont théoriquement déjà en place dans les rainures du profilé)
(22)
1 x support vertical de roulement à billes à plat KFL001 (axe 12mm)
1 x roulement à billes à plat KFL001 (axe 12mm)
2 x vis M6 THC x 20mm
2 x rondelles M6
2 x écrous M6
4 x vis M5 THC x 16mm
4 x rondelles M5
± 4 écrous lourds pour profilé (les écrous lourds sont théoriquement déjà en place dans les rainures du profilé)
1 x vis à billes 16mmx600mm (XL : 1000mm)
1 x coupleur d’axe 6,35 vers 10mm
(23)
1 x support 3D vertical d’écrou 1605
4 x M5 THC x30mm
4 x rondelles M5 petites
4 x écrous M5
4 x M5 THC x16mm
± 4 écrous lourds pour profilé (les écrous lourds sont théoriquement déjà en place dans les rainures du profilé)
(24)
1 x moteur NEMA 23
4 x vis M5 THC x 20mm
4 x écrous M5 NS
4 x rondelle M5 moyenne
101/194
Monter le roulement à billes à plat KFL001 (axe 12mm) sur son support vertical à l’aide de 2 vis M6 x 20 (face plate contre face plate ) sans serrer à fond :
[line]M6x20mm
104/194
[line]De la même façon, monter le roulement à billes à plat KFL001 (axe 10mm) sur son support vertical à l’aide de 2 vis M6 x 20 (face plate contre face plate ) sans serrer à fond :
Monter le support vertical d’écrou 1605 sur l’écrou de la vis à billes à l’aide des vis M5 x 25 + rondelles + écrous M5 :
105/194
Fixer le moteur Nema 23 avec 4 vis M5 x 20 + rondelle + écrou sans serrer :

Mettre en place le coupleur d’axe :

106/194
Mettre en place le support vertical de roulement à billes à plat KFL001 (axe 12mm) du côté moteur :
NOTE : si les écrous lourds ne sont pas pré-engagés, il est facile de l’insérer sur la tranche puis de le faire basculer dans la rainure à l’aide d’une clé Allen.
Mettre en place le support vertical de roulement à billes à plat KFL000 (axe 10mm) du côté sans moteur :
107/194
Enlever les vis de serrage de roulements :

[line]
A présent, mettre en place la vis à billes de façon à fixer le support d’écrou sur les profilés de jonction de 2 plaques avant et arrière du chariot X :
NOTE : on peut aussi monter la plaque AVANT le chariot plutôt que après comme ci-dessous, ce qui permet de gagner quelques centimètres (3 ou 4cm) de translation en X.
Engager la vis à billes dans les roulements des 2 côtés . Remettre et serrer les vis de serrage :
p.109/194
Engager la vis à billes dans le coupleur d’axe :
Une fois que tout est en place : idéalement, faire translater le chariot jusqu’à l’une extrémité de la vis à billes (mais sans aller jusqu’au désengagement de l’écrou +++ ) puis serrer les vis du support de roulement de cette extrémité.
Faire idem vers l’autre extrémité. Puis serrer les vis de fixation des supports verticaux, des roulements, etc.
p.110/194
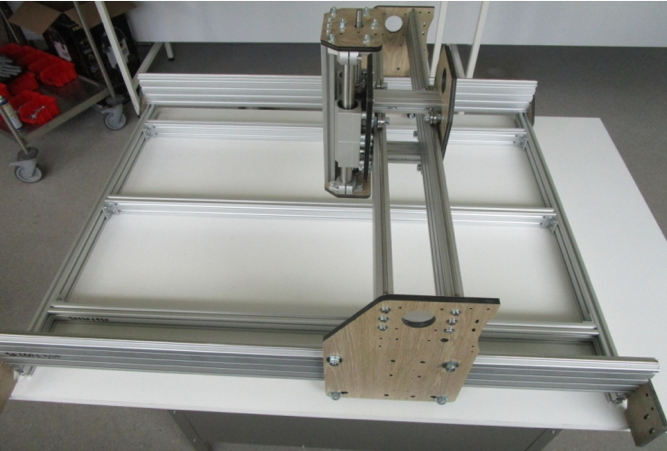
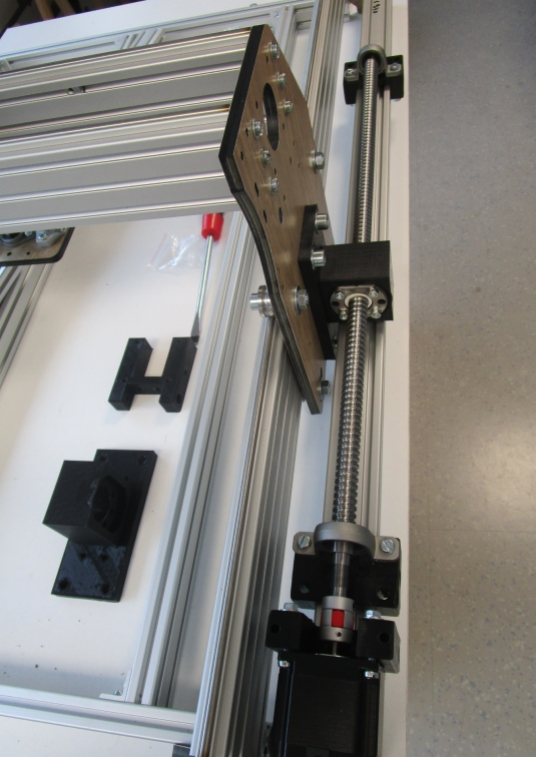
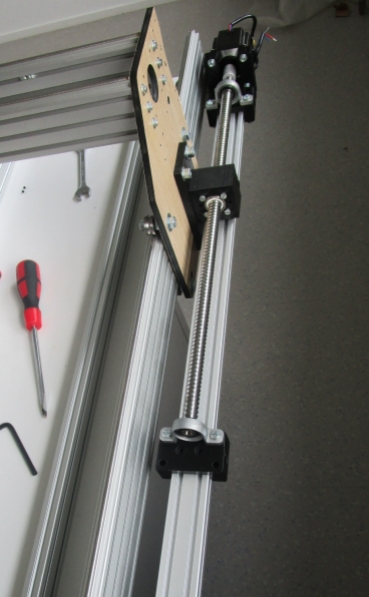
Voilà, cette fois la motorisation des 3 axes est en place :
p.111/194
Résultat final du montage mécanique
p.112/194
XV - Mise en place des moteurs et entraînement: version courroie.
XV.1 - Mise en place des supports latéraux et motorisation axe Y
Les supports latéraux servent de support pour la chaîne et/ou les vis à billes.
Pré-engager des écrous lourds en position médiane :

p.113/194
Mettre en place le profilé 20 x 40x970 de support de la chaîne passe câble :
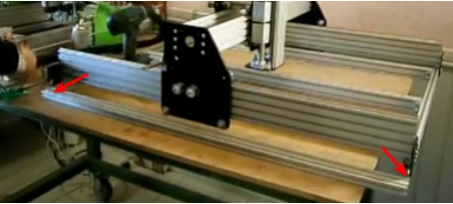
Dans la version à vis à billes, ce profilé sert aussi de support à la vis à billes…
Fixer une équerre en regard des écroux pré-engagés :

Mettre en place la chaîne passe-câble :

p.114/194
Fixer la chaîne au chariot à l'aide d'un plat 20x80 fixé sur uneéquerre :
XVI - Motorisation et entraînement de l’axe X version courroies
De façon comparable, fixer la chaîne sur le X :

Le châssis est terminé, et l'étape suivante va consister à mettre en place les moteurs + courroies :
p.114/194
XVII - Montage des accessoires utiles
A ce stade, l’essentiel de la mécanique 3 axes est en place : restent quelques opérations de finition pour disposer d’une machine vraiment opérationnelle.
XVIII - Mise en place du martyr
1 x plaque de médium 695x970mm en 22mm d’épaisseur (non fournie – disponible en GSB au rayon découpe) (XL : 1045x1498mm)
4 x vis agglo bois M4x20mm
On peut à présent mettre en place le martyr : une plaque de médium 22 mm de 69,5x97,0cm :

116/194
Visser ensuite les vis agglo de fixation M4x20mm des 4 coins.


117/194
Tout de suite, cela donne beaucoup plus d’allure à la machine !
117/194
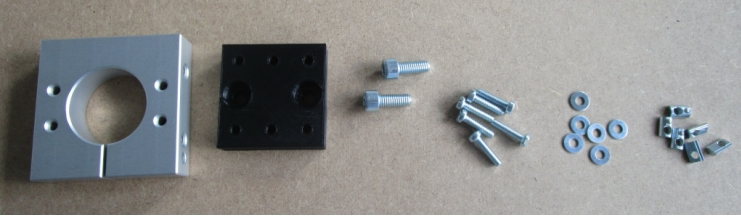
XIX - Montage du support de broche
1 x support de broche aluminium
1 x pièce imprimée de fixation du support de broche sur le profilé 20x60x270 du Z
(25)
2 x vis M8 THC x20mm
6 x vis M5 THC x 20mm
6 x rondelles M5 moyennes
6 x écrous lourds pour profilé alu 20x20
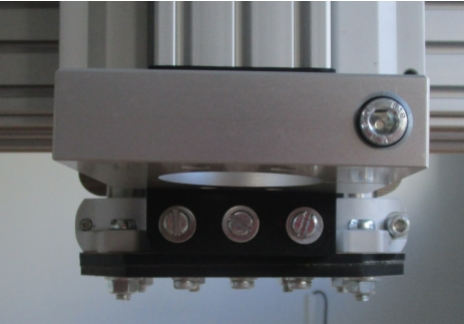
Commencer par visser les 2 vis M8 x 20mm de fixation de la pièce 3D de jonction sur le support de broche aluminium en veillant à ce que la face chanfreinée soit sur le dessus. Serrer à fond.
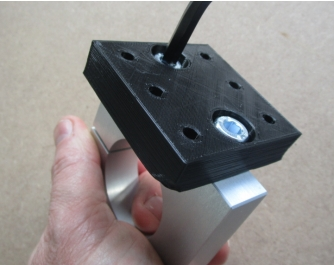
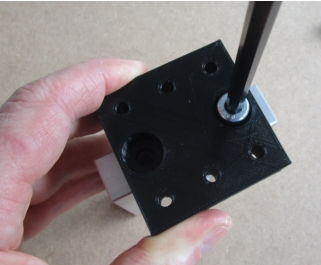
118/194
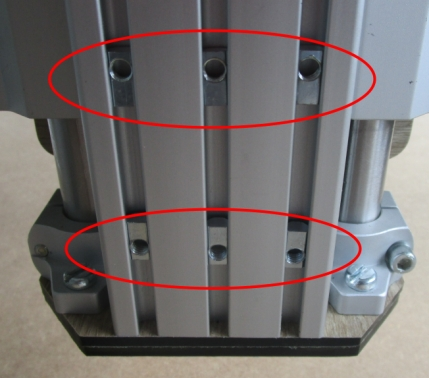
Ensuite, mettre en place 3 x 2 écrous lourds dans les 3 rainures de la face avant du profilé 20x60x270 du Z :
Fixer le support à l’aide des 6 vis M5x20mm + rondelles M5 moyenne, en veillant à positionner la tête de la vis de serrage du support de broche vers l’avant :
Truc : s’aider d’une clé Allen pour positionner les écrous lourds dans le profilé de façon à les placer face aux trous des vis.
119/194
Positionner le support en position basse et serrer à fond.
Une fois fait, on peut tester la mise en place de la broche KRESS 1000W par exemple (modèle conseillé et disponible à la commande en option du kit ) :
120/194

Remarquer la grande stabilité du chariot des X qui porte la broche KRESS de 2Kg sans aucun problème.
NOTE : Le support de broche est polyvalent, de diamètre 43mm, et il pourra recevoir au choix :
• une broche Kress ;
• mais aussi n’importe quelle perceuse du commerce disposant d’une zone « collier de serrage » 43mm.
Ainsi que de toutes sortes de supports d’outils (imprimés/imprimables en 3D) au diamètre 43mm proposés par ailleurs :
◦ crayon ou marqueur,
◦ cutter tournant de découpe vinyle, cutter tournant sur moteur pas à pas,
◦ etc.
121/194
XX.1 - CNC 12000RMP Kit De Broche De Fraisage
Utilisant ma CNC pour du modélisme, je n’ai pas besoin de la puissance de la broche Kress. j’ai opté pour une broche brushless de 500w qui a l’avantage d’être très peu bruyante.
Sa référence «CNC 12000RMP Kit De Broche De Fraisage» et elle coûte 129€ sur Amazon.

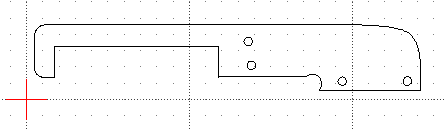
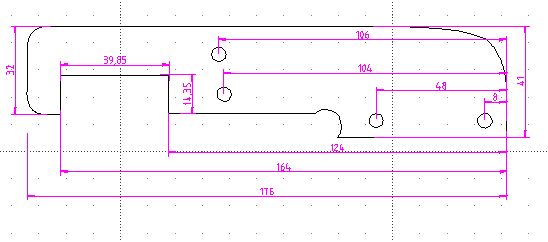
Sa fixation est en ER11 Ce qui nécessite un support différent de la Kress.
En téléchargement le fichier .dxf et CamBam ici.
XXI - Montage des chaînes de guidage et du câblage
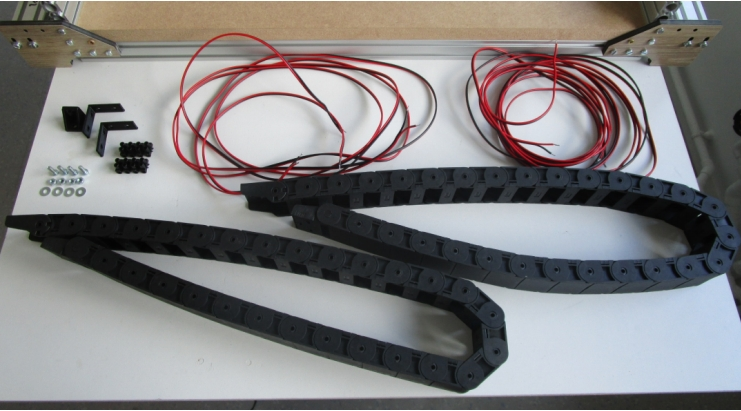
2 x chaînes plastiques de 18x37x1m (XL : 3 x 1m )
2 x câble 2x0,75mm2 x 3m (pour le moteur Z) (XL : 2 x 4m )
2 x câble 2x0,75mm2 x 2m (pour le moteur X) (XL : 2 x 2.5m )
2 x câble 2x0,75mm2 x 1m (pour les moteurs Y) (XL : 2 x 1.5m )
4 x barette connexion 4x6mm² (ou gaine thermo)
3 x équerres 3D 20x40mm
1 x petite équerre 20x20mm
(26)
4 x vis M5x12
2 x vis M5x16
6 x rondelle M5 moyenne
6 x écrou M5
123/194
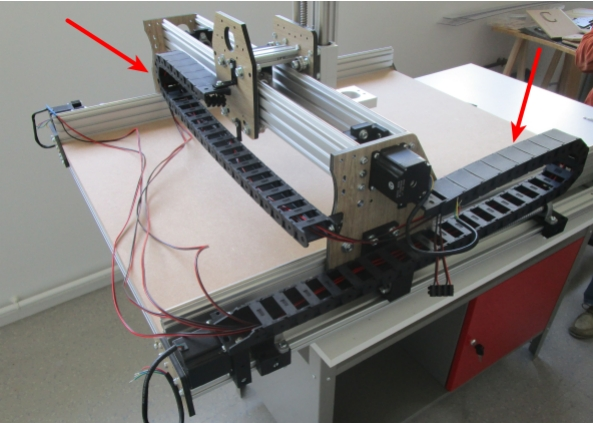
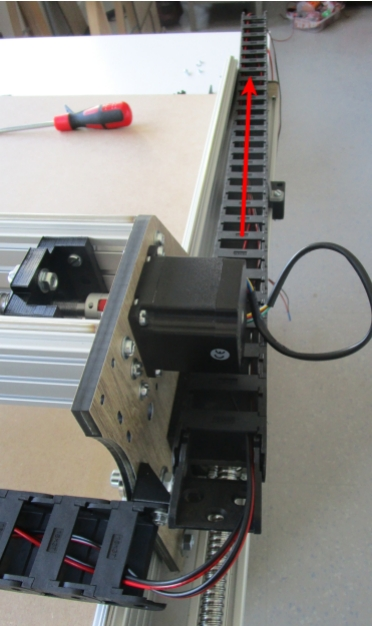
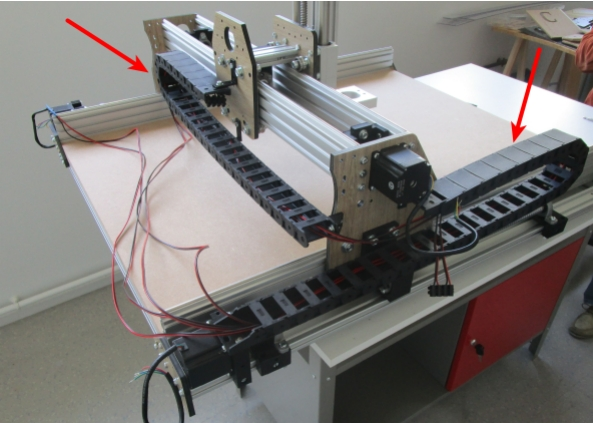
algNote Les photos suivantes ayant été prises de très près, j’ai compris correctement où placer les pattes supportant les goulottes qu’avec la dernière photo. Je vous la mets en double au début pour expliquer.
Il faut comprendre
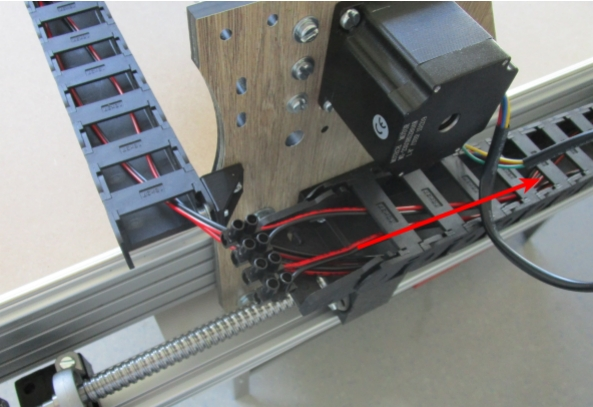
• Les câbles du moteur de l’axe Z et de l’axe X doivent sortir tous de la goulotte au niveau du moteur gauche de l’axe Y
• Les câbles du moteur de l’axe Z doivent passer par la goulotte le long de l’axe X et par la goulotte de l’axe Y.
Les deux pattes de support de la goulotte le long de l’axe X sont tournés vers le bas.
[line]
[line]
 La patte de support de la goulotte le long de l’axe Y est tourné vers le haut.
La patte de support de la goulotte le long de l’axe Y est tourné vers le haut.
 Notez sur cette photo, la petite équerre du support de la goulotte de l’axe X.
Notez sur cette photo, la petite équerre du support de la goulotte de l’axe X.

[line]
 [line]
[line]


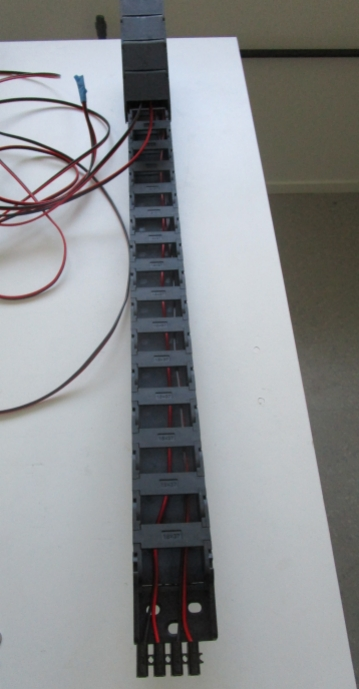
algNote Si vous êtes perfectioniste, il faut les câbles de couleur noir, rouge, vert, bleu, correspondant aux couleurs des câbles des moteurs. Exemple sur Amazon AUPROTEC Câble unipolaire 0,75 mm² FLRY-B Fil Électrique en anneau: 10m, vert 7,90€ (le 1 mm² est au même prix).
J’ai passé le rouge et noir disponible dans le kit.
 La ficelle est pour tirer les câbles que j’ai commandé de la bonne couleur.
La ficelle est pour tirer les câbles que j’ai commandé de la bonne couleur.
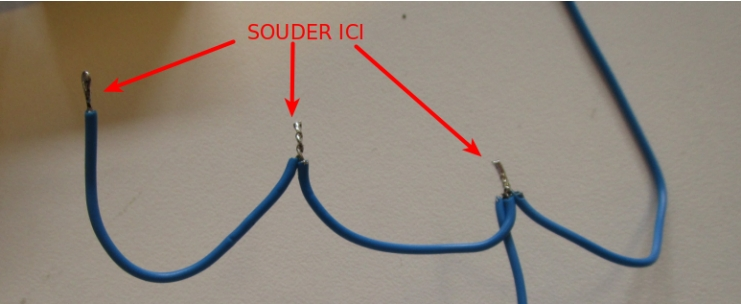
Commencer par dénuder et étamer les câbles sur 1 cm environ :
Je n’ai pas utilisé de barette, j’ai tout soudé.
Mettre les barrettes de connexion sur l’une des extrémités des câbles
• mettre les 2 câbles de 2m sur la mêm barrette ;
• les 2 câbles de 0,5m sur la même barette ;
• et les 2 câbles de 3m sur la même barette.
en mettant le rouge du côté droit et le noir au gauche à chaque fois. Cette extrémité sera l’extrémité « moteur ».
123/194
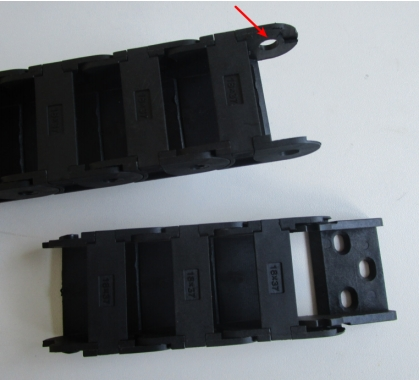
Enlever les 3 derniers chaînons + l’extrémité de fixation de la première chaîne (les chaînons se déclipsent entre eux) en veillant à enlever du côté du chaînon « interne » de façon à avoir l’axe du chaînon prépercé :
XL : Enlever 10 chaînons de la 3ème chaîne et les clipser sur l’une des 2 autres chaînes ce qui porte la chaîne à 1,3m environ. Faire de même pour la seconde chaîne. Il doit rester une dizaine aine de chaînons en rab’ qui pourront servir au besoin.
124/194
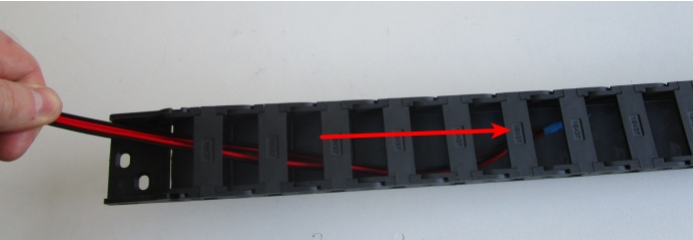
Ensuite passer les 2 câbles de 3m dans cette première chaîne en engageant du côté de la fixation :
125/194
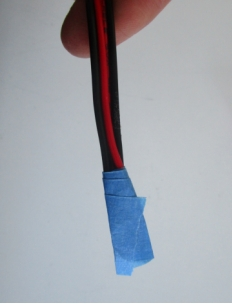
Truc : mettre un bout de scotch prenant les 2 câbles sur l’extrémité que l’on va enfiler dans la chaîne.
Mettre en place les 2 équerres de fixation arrière en utilisant pour chacune l’une des vis de tenue du profilé de jonction inférieur et supérieur du chariot X :
126/194
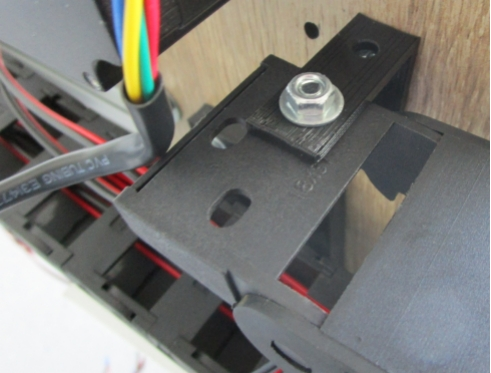
Fixer l’extrémité de la chaîne avec la barette de connexion (côté moteur) sur l’équerre du haut :

Fixer la petite équerre sur la plaque du chariot Y où est fixé le moteur des X :
127/194
Fixer l’autre extrémité de la chaîne dessus :
Voilà, la chaîne du câblage du chariot du X est en place :
128/194
Ensuite, engager les 2 câbles déjà engagés dans la première chaîne dans la seconde :
[line]
Ici, la photo étant plus clair, l’équerre du support de la goulotte des X est plus visible.
129/194
Engager également les 2 câbles de 2m en mettant la barrette de connexion du même côté que l’entrée des câbles arrière (côté moteur X) :
Fixer l’équerre sur la plaque du chariot Y où est fixé le moteur des X :

130/194
Fixer l’extrémité « moteur » de la chaîne sur l’équerre :
Fixer l’autre extrémité sur le sommet du support moteur :
Mettre une
rondelle
131/194
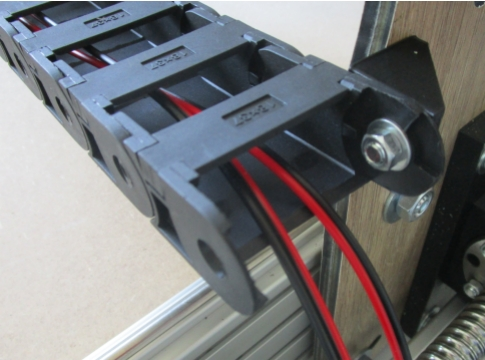
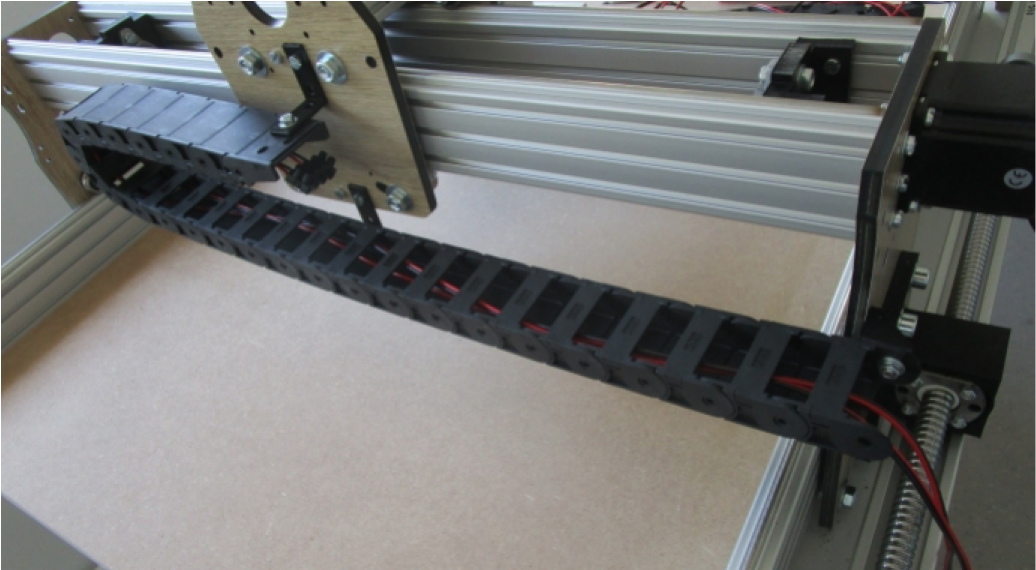
Voilà, les chaînes et les câbles sont en place :
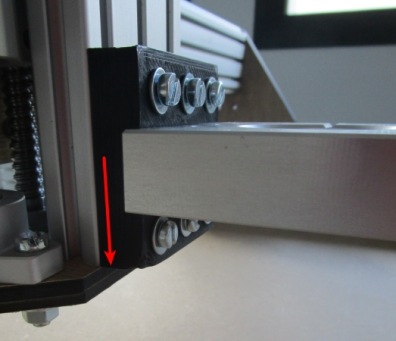
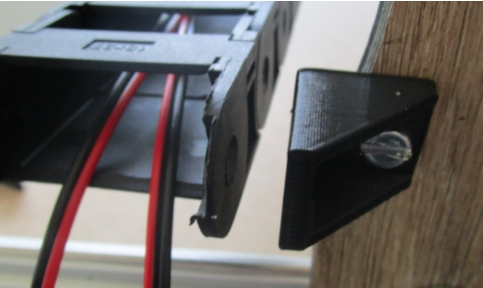
algNote Vous allez vite vous rendre compte que la chaîne saute de l’équerre, un support plus sérieux est nécessaire, surtout pour l’axe des X, mais aussi pour l’axe Y.
133/194
Pour l’axe des X J’avais en stock un tasseau de 40x16mm. J’ai fait deux supports comme celui.

Le voici en position. Bien sûr, il en faut un à chaque bout.
[line]

[line]
Notez, il faut aussi déplacer l’équerre de support ici.
133/194
Pour ce faire, je suis parti de la page d’amélioration de mon-fablab « amélioration soutien des chaînes passe-câbles. ». Page qui malheureusement ne comporte pas les fichiers à télécharger.
Un Email plus tard, mon-fablab me faisait parvenir le sien, prévu pour une règle de maçon.
Un passage dans LibreCAD m’a permis d’adapter au tasseau que j’avais en stock.
Je vous offre en téléchargement, ici, le fichier .dxf et sa version sous CamBam.
133/194
Il faut faire quelque chose de ce genre.

133/194
XXII - ± Montage des plexi de protection
Matériel nécessaire
Ce qu’il faut faire
133/194
XXIII - Montage électronique : version 1/16 pas + arduino/CNC-Shield
REMARQUE : PRENEZ LE TEMPS DE LIRE TOUTE LA DOC DU MONTAGE ELECTRONIQUE AVANT DE REALISER LE CÂBLAGE. ILEST IMPORTANT QUE VOUS AYEZ BIEN COMPRIS LE CÂBLAGE AVANT DE LE REALISER.
XXIII.1 - Le matériel nécessaire
Carte Arduino UNO x 1

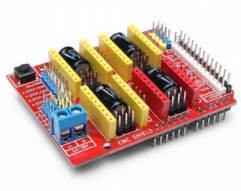
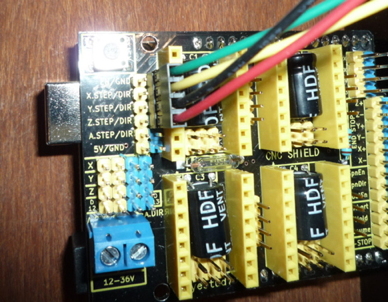
Le CNC-Shield monté et ses cavaliers de configuration
Drivers de moteurs pas-à-pas TB6600 en mode « micropas »

134/194
3 x Capteur "fin de course" avec câbles

1 x alimentation 12V - 400W et ses câbles

135/194
A la différence d’un montage d’une petite CNC ou d’une imprimante 3D, on utilise ici des étages moteurs séparés de puissance pour les moteurs pas à pas, basés soit sur le TB6600 (1/16ème pas) soit sur le 542 (1/128ème pas).
Le principe de connexion de ces étages est le suivant :
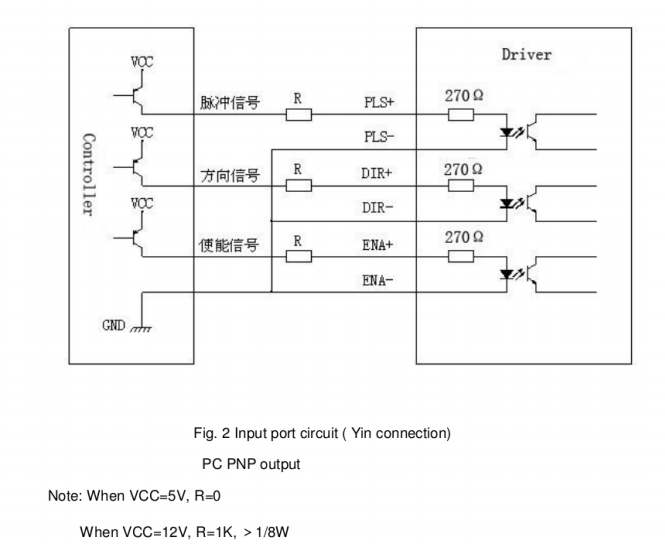
(basé sur doc 542 – mais à priori idem pour l’étage TB6600 « standardisé » - version 4.0 ).
Comme on peut le voir ici chaque entrée Pulse ou DIR ou ENABLE est connectée sur une led d’opto-coupleur et donc nécessite une mise à la masse des (-) avec l’électronique de commande. Enable est par ailleurs à mettre au niveau V+ logique pour être actif.
Au final, grâce à ces étages, l’électronique de puissance est totalement indépendante de l’électronique de contrôle et pour préserver cet avantage, il faudra complètement séparer l’alimentation de puissance et l’alimentation logique (alimentation USB par défaut).
136/194
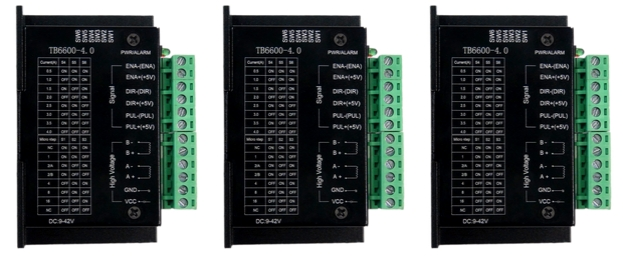
XXIII.3 - Les étages moteurs de puissance TB6600 (1/16ème de pas)

137/194
XXIII.3.2 - Configuration des switch de l’étage TB6600
Pour mémoire, voici les caractéristiques des moteurs Nema 23 standards utilisés :
• 200 pas
• 2.8A/phase
Donc, on met S4-S5 S6 sur OFF ON OFF
Fonctionnement en 1/16 de pas : donc on met S1-S2-S3 sur OFF-OFF-ON
Donc, en résumé :
1/16 : on met S1-S2-S3 sur OFF-OFF-ON
3A : on met S4-S5 S6 sur OFF ON OFF
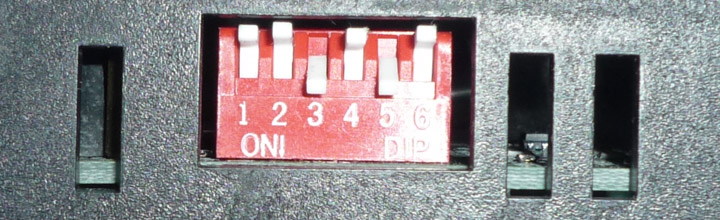
Sur le Z et même sur Y et X on peut mettre 4A.. soit S4-S5 S6 sur OFF OFF OFF !
En pratique, les moteurs ne chauffent pas, malgré ce réglage, donc çà vaut la peine…
Donc en résumé, tout à OFF, seul le S3 à ON
137/194
XXIV.1 - La CNC-Shield monté sur la carte Arduino UNO
Monter la CNC-Shield sur la Carte Arduino UNO.
Il n’est pas possible de se tromper.
Appuyer doucement bien à plat, puis fermement pour un bon contact des pins.

XXIV.2 - Le CNC-Shield monté et ses cavaliers de configuration
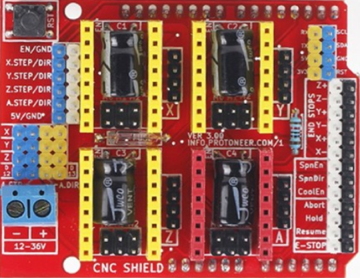
Avant tout, prendre le temps de découvrir et de comprendre le CNC-shield :
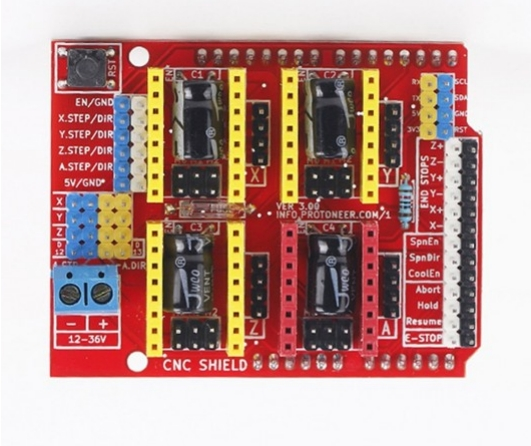
site officiel : http://blog.protoneer.co.nz/arduino-cnc-shield/
138/194
Bien repérer notamment :
L'emplacement de chaque étage moteur X, Y et Z et le 4ème étage que nous utiliserons ici pour dédoubler l'axe Y.
Le bornier d'alimentation externe des moteurs.
Les connecteurs droits des capteurs fin de course ou endstops (pour chaque axe, on a une position + et une position -, seule l'une d'entre-elle étant utilisée dans notre cas).
Les connecteurs droits de sélection du 4ème étage moteur en Y dédoublé (c'est à dire que les 2 moteurs Y recevront exactement le même signal de contrôle au même moment).
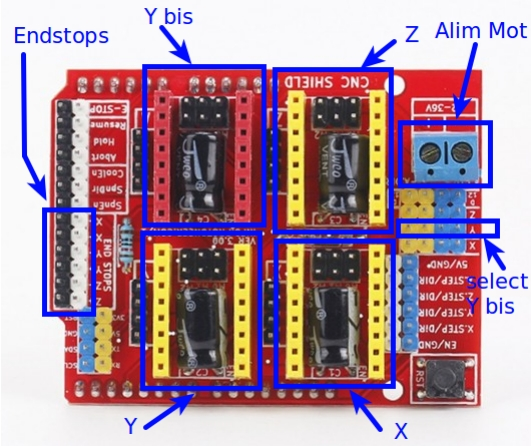
Ici, le CNC-shield n’est utilisé qu’à des fins de connectique de la logique de commande (en clair, on va utiliser le CNC-shield pour mettre facilement en connexion les étages moteurs et les broches de la carte Arduino ). Toute la partie de puissance n’est pas utilisée ici : ce sont les étages de puissance séparés qui feront le job.
IL SERA ESSENTIEL DE NE METTRE AUCUN POINT COMMUN ENTRE LE CIRCUIT LOGIQUE ET LE CIRCUIT DE PUISSANCE CAR LES éTAGES DE PUISSANCE SONT OPTO-COUPLES : tout point commun, notamment la masse, ferait perdre le bénéfice de la protection opto-couplée.
139/194
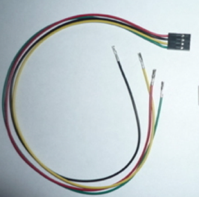
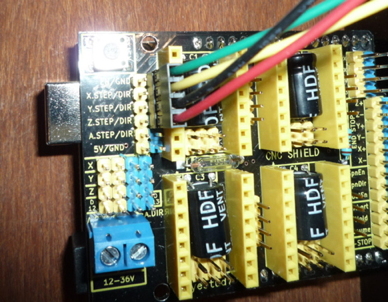
J’ai reçu dans le kit deux câbles de connection ayant la fiche pour aller sur la CNC-Shield.
Je vais modifier le manuel pour en tenir compte.
Mais il va falloir faire attention car il va y avoir les même couleur pour la masse et le signal.
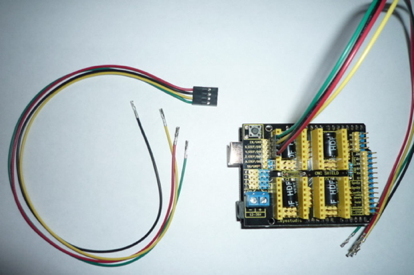
Notez, sur la CNC-Shield que j’ai reçu la masse est colloré en bleu (conforme aux normes). Ce n’est pas le cas, page suivante, sur le schéma de câblage. Elle est en gris.
[line]
En bleu la masse
139/194
XXV - Fixation de l’électronique
1 x Carte Arduino
1 x CNC-Shield
3 x étages moteurs micro-steps
1 x alimentation
(27)
9 x vis M3 x 20
3 x vis M3 x 25
12 x rondelles M3 moyenne
12 x écrous M3
3 x entretoises plastique 5mm
Le plus simple aussi bien pour le montage que la maintenance est de réaliser une plaque de fixation de l’électronique : pour cela, prendre une plaque de 400x400 en 6mm
140/194
Le plan de perçage à réaliser est le suivant :
Cette plaque sera à fixer latéralement coin arrière gauche de la machine.
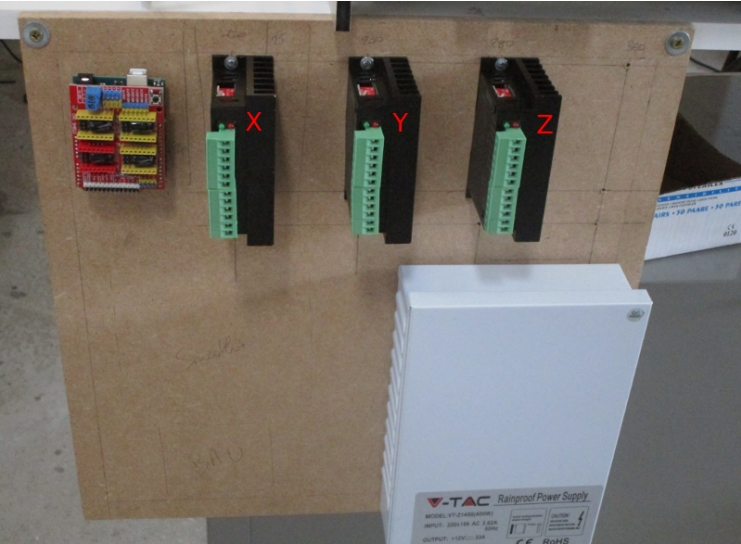
141/194
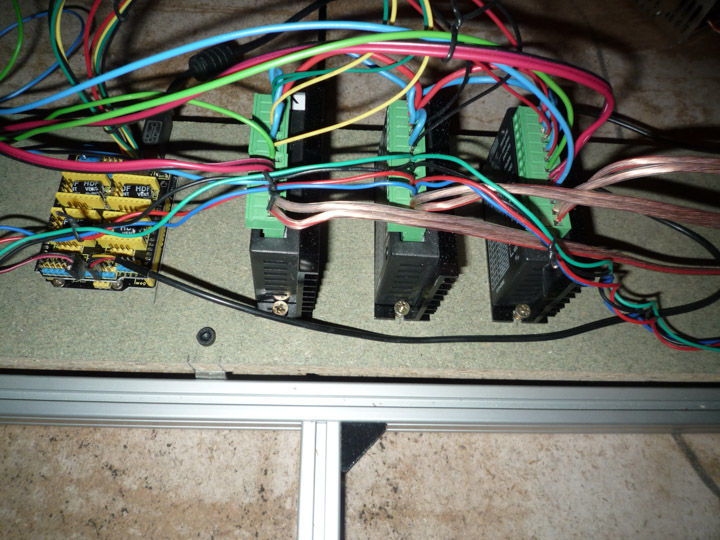
Étant à l’étroit côté gauche, j’ai fait un support à l’arrière sur trois équerres boulonnées sur le support.
Il faudra certainement protéger pour la poussière de découpe.
141/194
Matériel nécessaire :
4 rallonges 2 brins
du câble 0,75mm² (moteurs)
du câble 1,5mm² (alim)
câble prise 220V (alim)
barette de connexion 6mm² (domino)
Plus deux câbles livrés dans le kit
Cela va simplifié la connection coté CNC-Shield, mais mettre la confusion dans les couleurs des câbles.
141/194
La CNC-Shield en plus gros pour ne pas abîmer vos yeux.
Pas la bonne
[line]couleur
Attention Ma CNC-Shield livrée a la ligne GND, DIR en bleu et les STEP en jaune.
la bonne
couleur
[line]
142/194
Commencer par étamer :
3 câbles 2 brins de 10cm (reprise Enable sur tous les étages)
et 6 câbles 1 brin de 5cm
(pour les reprises masse pour chaque étage)
Prenez du câble fin, sinon, les 3 fils soudés ensemble ne passeront pas dans le bornier. Du câble à wrapper est idéal.
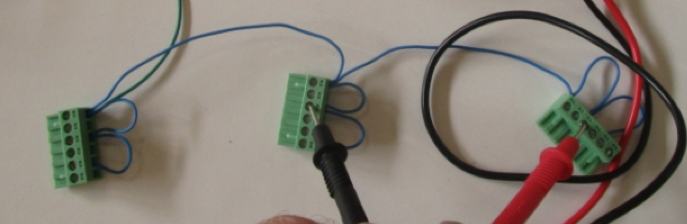
Câbler Enable (-) ainsi que les (-) de pulse et dir à la masse (reprise masse pour chaque étage).
Dis autrement, relier Enable (-), DIR (-), et PUL(-) des étages moteurs à GND de la CNC-Shield.
143/194
POINT ESSENTIEL : NE PAS CONNECTER LA MASSE LOGIQUE SUR LA MASSE DE
L’ALIMENTATION MOTEUR ! Les étages moteurs sont opto-couplés : il ne doit donc y avoir AUCUN point commun entre la partie logique et la partie puissance pour garder le bénéfice de la protection de l’optocouplage.
IMPORTANT : PRENEZ LE TEMPS DE BIEN FAIRE LE CâBLAGE DE LA MASSE LOGIQUE COMMUNE ++ ! C’est la cause principale de soucis à la mise en route de la machine lorsque c’est mal fait. Le câblage est simple mais il faut bien le faire.
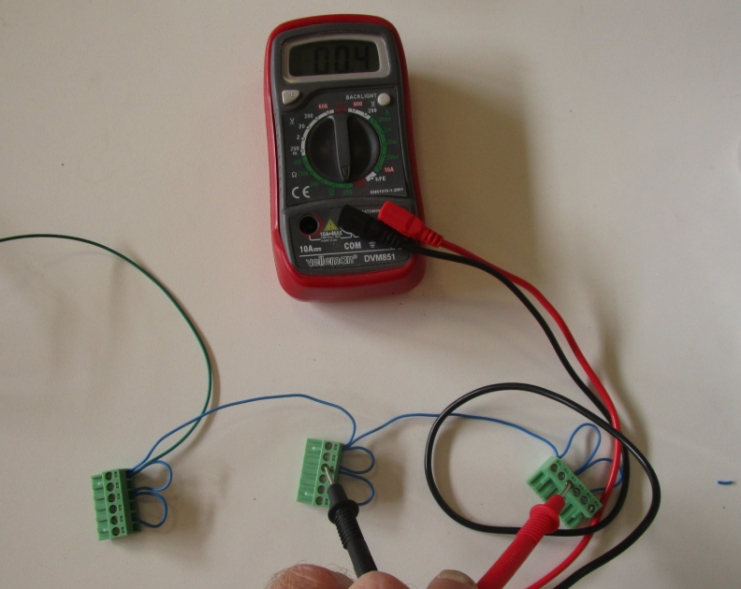
Je vous conseille même de souder entre eux les câbles de masse qui vont dans le même bornier de façon à éviter tout mauvais contact « idiot ».
Encore mieux : faîtes votre « parano », et vérifier au multimètre (en mode ohmmètre ) que vous êtes au contact en tous points de la masse commune :
143/194
144/194
Et faites la même chose pour relier ensemble tous les ENA+ sur le EN de (EN/GRD) de la CNC-Shield.
Le câble rouge sur cette photo. Rouge comme il se doit puisque c’est un +
144/194
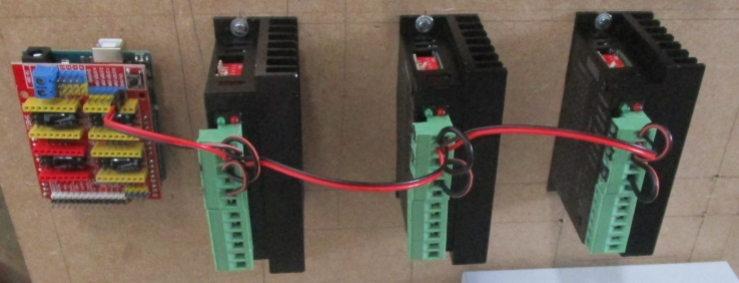
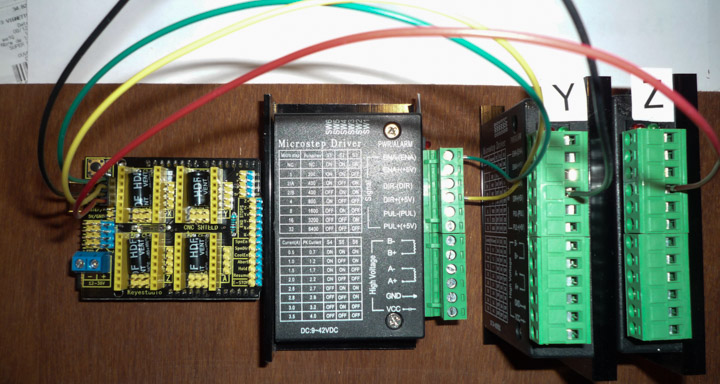
XXVI.3 - Câblage des commandes moteurs
Cas où vous n’avez pas dans le kit le câble de connection offert dans le kit
Ensuite câbler le step/dir de chaque étage moteur avec un câble 2 brins pour chaque : pour ne pas vous tromper, prenez la même option que pour Enable(rouge)/GND(noir) à savoir step(rouge)/dir(noir) :
En grossissant le plan de câbage, on voit
Sur le schéma le vert clair va de DIR+ vers DIR de la CNC SHIED la masse
et le vert foncé du PUL+ vers le Y-STEP de la CNC SHIED
donc PUL+ en câble rouge et DIR+ en noir


145/194
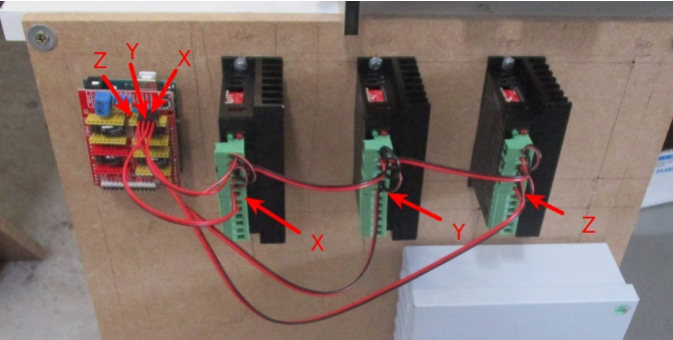
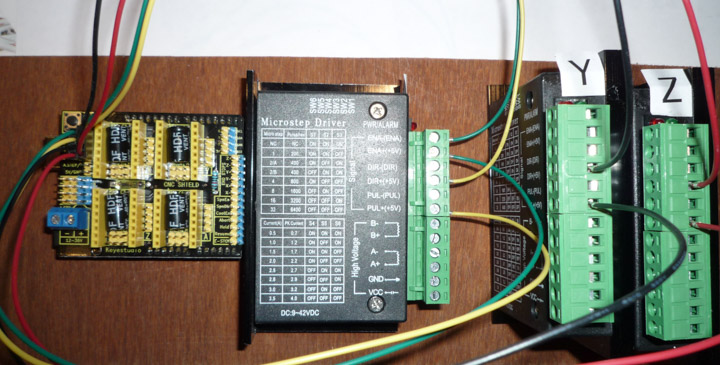
Cas où vous avez dans le kit le câble de connection
Cela va simplifié la connection coté CNC-Shield, mais mettre la confusion dans les couleurs des câbles.
J’ai mis
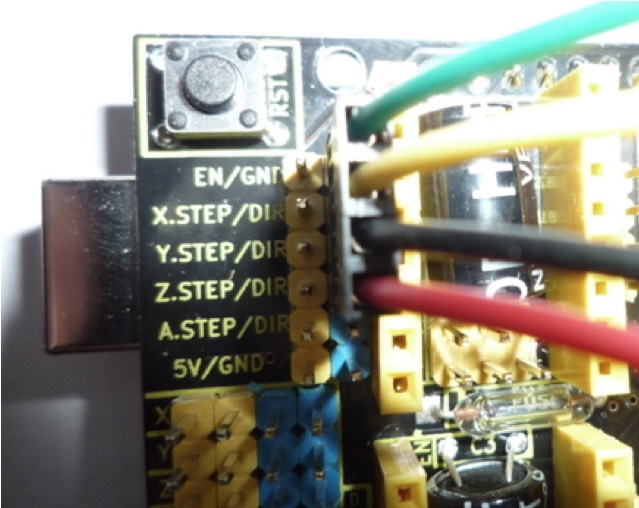
• vert pour EN/GND
• Jaune pour l’axe des X
• noir pour l’axe des Y
• rouge pour l’axe des Z
Attention Cela va être les même couleurs pour les STEP et les DIR.
Commençons par l’GND et les DIR
• Vert GND sur bornier 1 de l’axe des X qui sera relé à toutes les masses
•
• Jaune DIR sur bornier 4 de l’axe des X
• Noir DIR sur bornier 4 de l’axe des Y
• Rouge DIR sur bornier 4 de l’axe des Z
Et maintenant idem pour l’EN et les STEP
• Vert EN sur bornier 2 de l’axe des X
• Jaune DIR sur bornier 6 de l’axe des X
• Noir DIR sur bornier 6 de l’axe des Y
• Rouge DIR sur bornier 6 de l’axe des Z
Et pour finir
Relier tous les borniers 1 3 5 de chaque driver (ENA-) (DIR-) (PUL-) en câble bleu.
Dis autrement c’est relier ensemble toutes les masses des drivers, qui sont reliés sur le GRD de (EN/GRD) de la CNC-Shield.
Puis
Relier tous les borniers 2 (ENA+) en câble rouge.
Dis autrement c’est relier ensemble tous les ENA+ des drivers sur le EN de (EN/GRD) de la CNC-Shield.
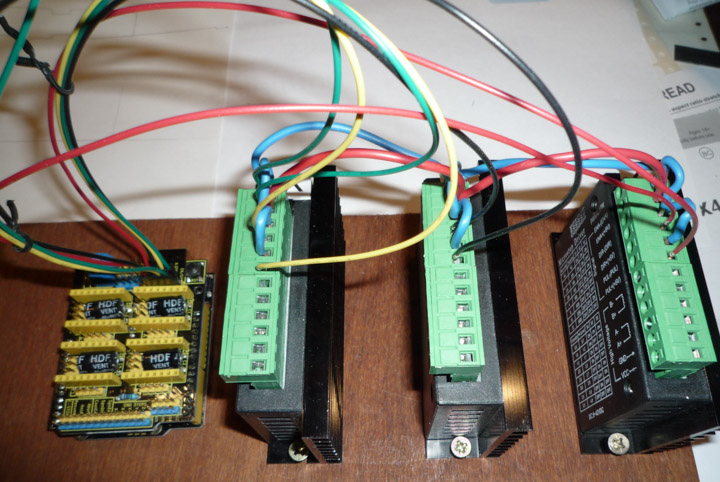
Ensuite, câbler chaque moteur en respectant l’ordre vert bleu noir rouge (vérifier au besoin que les phases sont bien vert-bleu et jaune-rouge) : utiliser du câble 0,75mm² de section. Utiliser de la barette 6mm² pour les jonctions.
Particularité : les 2 moteurs du Y sont à connecter en parallèle (fils de même couleurs ensemble et sur le même étage moteur.
Je n’ai pas utilisé de barette J’ai tout soudé, plus gaine thermorétractable.
145/194
XXVI.4 - câblage alimentation moteur
Puis câbler l’alimentation moteur de chaque étage moteur : utiliser du câble 1.5mm² de section.
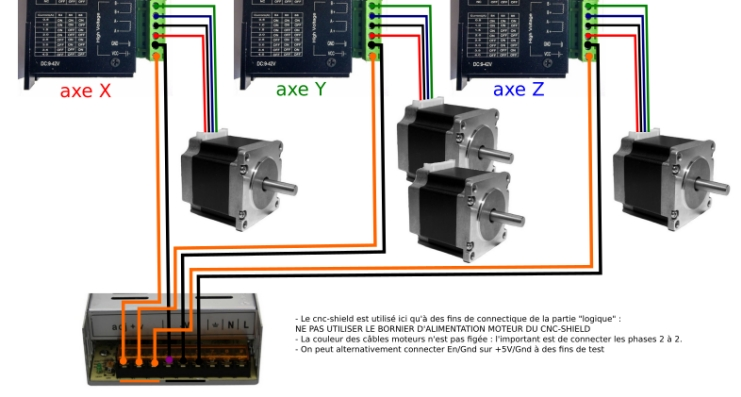
POINT ESSENTIEL : NE PAS CONNECTER L’ALIMENTATION MOTEUR SUR LE CNC-SHIELD ! On n’utilise pas ici les étages moteurs via le cnc-shield. Le CNC-shield est utilisé uniquement à des fins de connexion de la partie « logique » et « endstops ». De plus, les étages moteurs sont opto-couplés :
il ne doit donc y avoir AUCUN point commun entre la partie logique et la partie puissance pour garder le bénéfice de la protection de l’optocouplage.
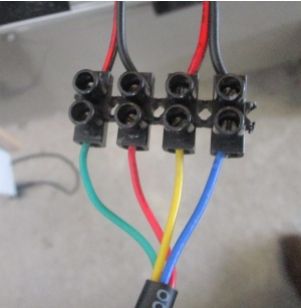
Attention les moteurs que j’ai eus ne se câblaient pas avec la correspondance des couleurs du schéma.
Testé à l’ohmmètre le noir va avec le vert et le rouge avec le bleu.
Donc, (B-) vert, (B+) noir, (A-) rouge, (A+) bleu.
Vérifiez les votres.
146/194
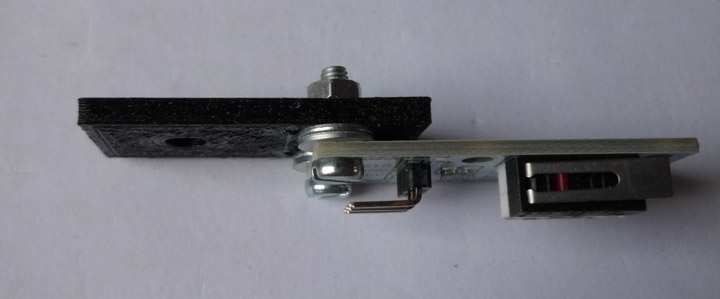
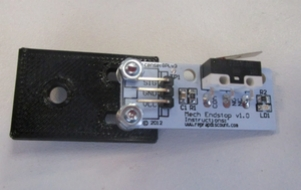
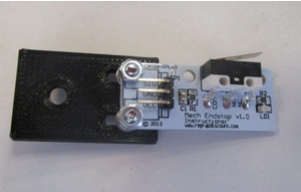
XXVII.1.1 - Matériel nécessaire
1 x support 3D de ensdtop
(28)
1 vis M5 x 8mm
1 écrou lourd M5 pour profilé
2 vis M3 x 10
4 x rondelles M3 petites
2 x écrous M3
146/194
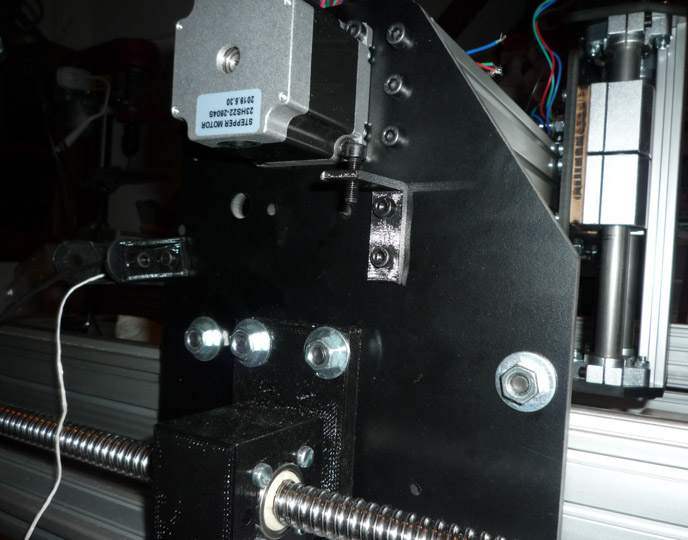
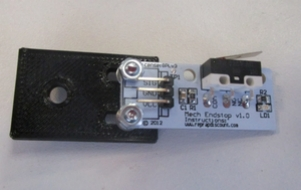
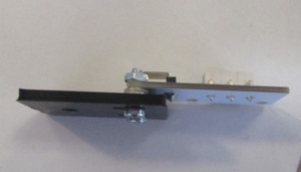
XXVII.1.2 - Ce qu’il faut faire
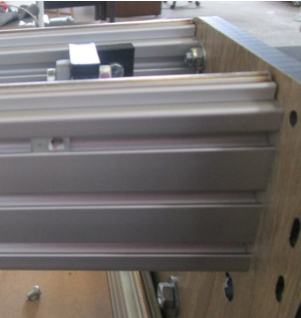
Engager l’écrou lourd dans la rainure supérieure arrière du rail des X :
Fixer le endstop sur le support à l’aide des vis M3 en intercalant 2 rondelles M3 entre le endstop et le support.
 [line]
[line]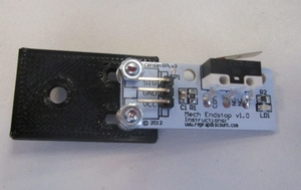
147/194
[line]
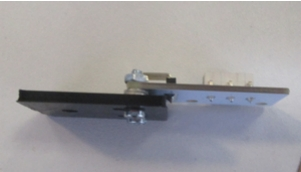
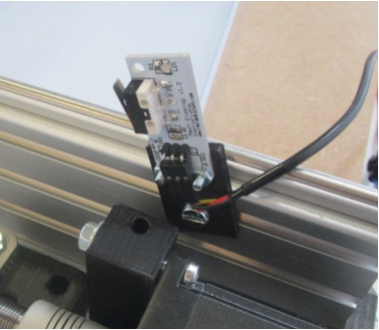
Fixer le support sur le rail (BIEN SERRER +++ ) :
 [line]
[line]
M3 x 10
148/194
XXVII.2.1 - Matériel nécessaire
support 3D de ensdtop
1 x vis M5 x 8mm
1 x écrou lourd
2 x vis M3 x 10
2 x écrous M3
XXVII.2.2 - Ce qu’il faut faire
Engager l’écrou lourd dans la rainure supérieure arrière du rail gauche des Y :
148/194
Fixer le endstop sur le support à l’aide des vis M3 en intercalant 2 rondelles M3 entre le endstop et le support.
Fixer le support sur le rail (BIEN SERRER +++ ) :
 [line]
[line]
M3 x 10
En profiter pour vérifier que les 2 Y sont la même position à l’aide d’un réglet.
149/194
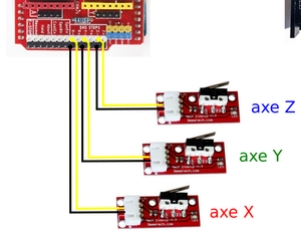
XXVII.3 - Connexion des enstops
Ensuite, connecter les 2 endstop du X et du Y à l’aide des câbles fournis (à rallonger au besoin sur la XL) en veillant à connecter le fil jaune à la broche SIG(nal) du endstop.
XL : Le câble du endstop Y livré est trop court : dans la mesure où l’on n’a pas besoin de celui du Z, on peut coupler les 2 câbles ensemble pour faire un câble de Z plus long. Si on préfère conserver le câble du Z, utiliser du câble équivalent.
Côté CNC-shield, le fil rouge (+) reste non-connecté : seuls le SIG et la Masse sont utilisés.
Noter qu’il est possible de connecter le + au 5V à l’aide d’un strap si on veut un visuel de contact grâce à la LED des endstops. Le endstop du Z est optionnel : en pratique, un câlage manuel est le plus simple.
En agrandie pour bien voir la masse qui est le câble noir

C’est sur le (X-) et (Y-) qu’il faut connecter, plas les +.
150/194

Passer à présent au montage de l’alimentation.
Et voilà
L’électronique avec une CNC-Shield est terminé.
Tout doit fonctionner.
150/194
Montage électronique : version 1/16 pas + emotronic Board
Utilisant la CNC-Shield
Je n’ai pas refait la mise en page de ce chapitre.
REMARQUE : PRENEZ LE TEMPS DE LIRE TOUTE LA DOC DU MONTAGE ELECTRONIQUE AVANT DE REALISER LE CÂBLAGE. ILEST IMPORTANT QUE VOUS AYEZ BIEN COMPRIS LE CÂBLAGE AVANT DE LE REALISER.
Le matériel nécessaire

NOTE : La carte Emotronic nécessite un câble USB A-mini-usb non fourni. A ne pas confondre avec le micro-usb !

5 x connecteurs droit - 3 points





151/194
Drivers de moteurs pas-à-pas TB6600 en mode « micropas »
3 x Capteur "fin de course" avec câbles

1 x alimentation 12V - 400W et ses câbles

152/194
Pour comprendre
A la différence d’un montage d’une petite CNC ou d’une imprimante 3D, on utilise ici des étages moteurs séparés
de puissance pour les moteurs pas à pas, basés soit sur le TB6600 (1/16ème pas) soit sur le 542 (1/128ème pas).
Le principe de connexion de ces étages est le suivant :
(basé sur doc 542 – mais à priori idem pour l’étage TB6600 « standardisé » - version 4.0 )
Comme on peut le voir ici chaque entrée Pulse ou DIR ou ENABLE est connectée sur une led d’opto-coupleur et donc nécessite une mise à la masse des (-) avec l’électronique de commande. Enable est par ailleurs à mettre au niveau V+ logique pour être actif.
Au final, grâce à ces étages, l’électronique de puissance est totalement indépendante de l’électronique de contrôle et pour préserver cet avantage, il faudra complètement séparer l’alimentation de puissance et l’alimentation logique (alimentation USB par défaut).
XXVIII - Les étages moteurs de puissance TB6600 (1/16ème de pas)
Description
Configuration des switch de l’étage TB6600
Pour mémoire, voici les caractéristiques des moteurs Nema 23 standards utilisés :
200 pas
2.8A/phase
Donc, on met S4-S5 S6 sur OFF ON OFF
Fonctionnement en 1/16 de pas : donc on met S1-S2-S3 sur OFF-OFF-ON
Donc, en résumé :
1/16 : on met S1-S2-S3 sur OFF-OFF-ON
3A : on met S4-S5 S6 sur OFF ON OFF
Sur le Z et même sur Y et X on peut mettre 4A.. soit S4-S5 S6 sur OFF OFF OFF !
Documentation de montage de l’Open Maker Machine Pro Par X. HINAULT – www.mon-club-elec.fr | www.mon-fablab.fr p.154/194
En pratique, les moteurs ne chauffent pas, malgré ce réglage, donc çà vaut la peine…
Donc en résumé, tout à OFF, seul le S3 à ON
Carte Emotronic premier contact
Quezako ?
La emotronic board est une carte de contrôle de machines numériques (CNC / Imprimante 3D / découpeuse laser )
« intégrée » c'est à dire comportant en une seule carte :
l'électronique programmable de contrôle (un ARM Cortex M3 32 bits cadencé à 96Mhz)
les drivers moteurs (des cousins des A4988)
la connectique pour thermistance, résistances chauffantes, etc A noter 2 MOFSET de puissance, capable de
fournir 12,5A en 24V… !
et quelques bonus : carte SD, Réseau ethernet, etc.
Cette carte a été conçue par Emotion Tech, sous licence GPL, dérivant de la smothieboard créée intialement par
Arthur Wolf, un maker brestois .
Le firmware (micrologiciel) programmé/programmable dans la carte s'appelle le Smoothieware
Tout le projet est openhardware / opensource (licence GPL).
Découvrir la carte
Note importante les GPIO sont 3.3V en sortie et 5V « tolérante » en entrée (endstops).
Les broches importantes (d’après le datasheet) – référence pour la config des broches :
ATTENTION : c’est différent par rapport à la smoothieboard si vous connaissez cette carte : donc le firmware
configuré pour la smoothieboard ne sera pas utilisable « as is » pour la Emotronic.
Pour les endstops :
|
Etage |
Alpha – X – M1 |
Béta – Y – M2 |
Gamma – Z – M3 |
E0 A – M4 |
E1 - M5 |
|
MIN |
1.22 |
1.22 |
1.23 |
1.25 |
NC |
|
MAX |
NC |
NC |
NC |
NC |
NC |
|
Etage |
Alpha – X – M1 |
Béta – Y – M2 |
Gamma – Z – M3 |
E0 – M4 |
E1 - M5 |
|
STEP |
2.0 |
2.1 |
2.2 |
2.3 |
2.8 |
|
DIR |
3.26 |
0.22 |
4.28 |
0.4 |
0.20 |
|
ENABLE |
3.25 |
0.21 |
4.29 |
0.5 |
0.19 |
Documentation de montage de l’Open Maker Machine Pro Par X. HINAULT – www.mon-club-elec.fr | www.mon-fablab.fr p.157/194
Le câblage à réaliser
Le principe de câblage est le suivant :
Moteur X sur étage M1
Moteurs Y sur étage M2
Moteur Z sur étage M3
Note : dans l’hypothèse d’un 4ème axe, il sera utilisable sur M4 ou M5
Concernant les endstsops :
le endstop de X sur connecteur X
le endstop de Y sur connecteur Y
Ici, la carte emotronic assure la logique de commande : toute la partie de puissance est assurée par les étages de puissance séparés qui feront le job.
IL SERA ESSENTIEL DE NE METTRE AUCUN POINT COMMUN ENTRE LE CIRCUIT LOGIQUE ET LE CIRCUIT DE PUISSANCE CAR LES ETAGES DE PUISSANCE SONT OPTO-COUPLES : tout point commun, notamment la masse, ferait perdre le bénéfice de la protection opto-couplée.
Ce qu'il faut faire
Préparer la carte Emotronic
Souder les connecteurs droits 3 points des broches STEP/DIR/ENABLE sur M1, M2 et M3 :
Pour pas se tromper : chaque étage moteur dispose de 7 pastilles à souder : utiliser les 3 du milieu (= en laisser 2 de
chaque côté) et ce pour les étages M1, M2 et M3 (tant que vous y êtes, vous pouvez le faire pour tous les étages)
Truc : pour faire tenir les connecteurs droits, utiliser un scotch pour les tenir avant de retourner la plaque pour
souder :
Fixation de l’électronique
Matériel nécessaire
1 x carte Emotronic
3 x étages moteurs micro-steps
1 x alimentation
(27)
9 x vis M3 x 20
3 x vis M3 x 25
12 x rondelles M3 moyenne
12 x écrous M3
3 x entretoises plastique 5mm
Ce qu’il faut faire
Le plus simple aussi bien pour le montage que la maintenance est de réaliser une plaque de fixation de
l’électronique : pour cela, prendre une plaque de 400x400 en 6mm
Le plan de perçage à réaliser est le suivant :
Cette plaque sera à fixer latéralement coin arrière gauche de la machine.
Le câblage à réaliser
Matériel nécessaire :
4 rallonges 2 brins
du câble 0,75mm² (moteurs)
du câble 1,5mm² (alim)
câble prise 220V (alim)
barette de connexion 6mm² (domino)
Etapes de câblage
Commencer par étamer 3 câbles 2 brins de 10cm (reprise Enable sur tous les étages) et 6 câbles 1 brin de 5cm
(reprise masse pour chaque étage) et câbler Enable (-) ainsi que les (-) de pulse et dir à la masse.
POINT ESSENTIEL : NE PAS CONNECTER LA MASSE LOGIQUE SUR LA MASSE DE
L’ALIMENTATION MOTEUR ! Les étages moteurs sont opto-couplés : il ne doit donc y avoir AUCUN point commun entre la partie logique et la partie puissance pour garder le bénéfice de la protection de l’optocouplage.
IMPORTANT : PRENEZ LE TEMPS DE BIEN FAIRE LE CABLAGE DE LA MASSE LOGIQUE COMMUNE ++ ! C’est la cause principale de soucis à la mise en route de la machine lorsque c’est mal fait. Le câblage estsimple mais il faut bien le faire. Je vous conseille même de souder entre eux les câbles de masse qui vont dans le
même bornier de façon à éviter tout mauvais contact « idiot ».
Encore mieux : faîtes votre « parano », et vérifier au multimètre (en mode ohmètre ) que vous êtes au contact en
tous points de la masse commune :
Connecter pour chaque étage successivement :
e premier brin sur EN+,
le second sur DIR+
et le 3ème sur PUL+ de l’étage moteur
Ensuite, câbler chaque moteur en respectant l’ordre vert rouge jaune bleu (vérifier au besoin que les phases sont bien vert-bleu et jaune-rouge au multimètre ) : utiliser du câble 0,75mm² de section. Utiliser de la barette 6mm²
pour les jonctions. Particularité : les 2 moteurs du Y sont à connecter en parallèle (fils de même couleurs ensemble et sur le même étage moteur)
Puis câbler l’alimentation moteur de chaque étage moteur : utiliser du câble 1.5mm² de section.
POINT ESSENTIEL : NE PAS CONNECTER L’ALIMENTATION MOTEUR SUR LE CNC-SHIELD ! On
n’utilise pas ici les étages moteurs via le cnc-shield. Le CNC-shield est utilisé uniquement à des fins de connexion de la partie « logique » et « endstops ». De plus, les étages moteurs sont opto-couplés : il ne doit donc y avoir AUCUN point commun entre la partie logique et la partie puissance pour garder le bénéfice de la protection de l’optocouplage.
Montage des Endstops
Endstop du X
Matériel nécessaire
1 x support 3D de ensdtop
(28)
1 vis M5 x 8mm
1 écrou lourd M5 pour profilé
2 vis M3 x 10
4 x rondelles M3 petites
2 x écrous M3
Ce qu’il faut faire
Engager l’écrou lourd dans la rainure supérieure arrière du rail des X :
Fixer le endstop sur le support à l’aide des vis M3 en intercalant 2 rondelles M3 entre le endstop et le support
Fixer le support sur le rail (BIEN SERRER +++ ) :
Endstop du Y
Matériel nécessaire
support 3D de ensdtop
1 x vis M5 x 8mm
1 x écrou lourd
2 x vis M3 x 10
2 x écrous M3
Ce qu’il faut faire
Engager l’écrou lourd dans la rainure supérieure arrière du rail gauche des Y :
Fixer le endstop sur le support à l’aide des vis M3
Fixer le support sur le rail (BIEN SERRER +++ ) :
En profiter pour vérifier que les 2 Y sont la même position à l’aide d’un réglet.
Connexion des enstops
Ensuite, connecter les 2 endstop du X et du Y à l’aide des câbles fournis (à rallonger au besoin sur la XL) en
veillant à connecter le fil jaune à la broche SIG(nal) du endstop.
XL : Le câble du endstop Y livré est trop court : dans la mesure où l’on n’a pas besoin de celui du Z, on peut
coupler les 2 câbles ensemble pour faire un câble de Z plus long. Si on préfère conserver le câble du Z, utiliser du
câble équivalent.
Côté CNC-shield, le fil rouge (+) reste non-connecté : seuls le SIG et la Masse sont utilisés.
Noter qu’il est possible de connecter le + au 5V à l’aide d’un strap si on veut un visuel de contact grâce à la LED
des endstops. Le endstop du Z est optionnel : en pratique, un câlage manuel est le plus simple.
Connexion des capteurs de fin de course des axes X et Y
Il ne reste plus qu’à câbler les endstsops :
le endstop de X sur connecteur X
le endstop de Y sur connecteur Y
Pour ne pas se tromper, voici l’ordre des broches des borniers de endstop : rouge à l’extérieur et jaune à l’intérieur,
noir au centre. C’est SUPER IMPORTANT de ne pas se tromper !
Documentation de montage de l’Open Maker Machine Pro Par X. HINAULT – www.mon-club-elec.fr | www.mon-fablab.fr p.170/194
Ce qui donne :
Documentation de montage de l’Open Maker Machine Pro Par X. HINAULT – www.mon-club-elec.fr | www.mon-fablab.fr p.171/194
Passer à présent au montage de l’alimentation.
Et le capteur de fin de course de l'axe Z ?
L'axe Z est un cas à part puisque le zéro est recalé à chaque fois selon la surface à travailler, le changement d'outil,
etc. et le plus simple est de le faire en manuel.
Donc, par défaut, pas de capteur de fin de course du Z utilisé. Ceci étant, vous en disposez d'un dans le kit et libre à
vous de l'installer si vous le souhaitez. Par exemple, sur le max de l'axe Z pour éviter de trop remonter l'outil par
erreur.
En pratique, il est même plus utile de « créer » un capteur de fin de course par contact électrique entre une surface
métallique et l'outil par exemple.
A noter que sur le Z on peut aussi utiliser le Probe : un capteur équivalent de endstop mais lié au contact d’outil.
Pour info, le firmware pour l’emotronic pour la PRO est ici :
http://cloud-mon-club-elec.fr:8080/files_openmakermachinepro/files_firmware_omm_pro/
Montage électronique version 1/128ème pas (!) + Smoothieboard
REMARQUE : PRENEZ LE TEMPS DE LIRE TOUTE LA DOC DU MONTAGE ELECTRONIQUE
AVANT DE REALISER LE CÂBLAGE. ILEST IMPORTANT QUE VOUS AYEZ BIEN COMPRIS LE
CÂBLAGE AVANT DE LE REALISER.
Pour comprendre
Etages moteurs de puissance 1/128ème de pas
Les étages utilisés ici sont des DM542 :
pouvant contrôler des moteurs pas à pas jusqu’au 1/128ème de pas
supportant jusqu’à 4.2A (en pic) par phase
l’alimentation moteur devra être dans la plage 18-50V : en pratique 24V utilisé
Documentation de montage de l’Open Maker Machine Pro Par X. HINAULT – www.mon-club-elec.fr | www.mon-fablab.fr p.173/194
Electronique de contrôle la smoothieboard
Il s’agit d’une carte électronique opensource à microcontrôleur Cortex M3 32 bit cadencé à 96Mhz.
Le câblage à réaliser
Remarque : la Smoothieboard est très bien documentée et les informations qui suivent sont données pour le cas de
l’Open Maker Machine PRO. Ici, nous utilisons la Smoothieboard alimentée en 5V par USB et avec des étages
moteurs externes. En cas de besoin, pour la mise en œuvre de la Smoothieboard, se reporter à la documentation
officielle : http://smoothieware.org/cnc-mill-guide
Principe général
La smoothieboard a des E/S en 3.3V. Le câblage vers les étages moteurs va se faire de la façon suivante :
Préparation de la smoothieboard
La première chose à faire est de réaliser la soudure des connecteurs droits 4 broches sur les broches EN/DIR/STP
de la smoothieboard pour les axes X,Y et Z :
Ensuite, brancher la smoothieboard sur le port USB et copier/coller le fichier de config dans sur la Smoothieboard.
Le fichier config est à télécharger ici (version GND_commun) :
http://cloud-mon-club-elec.fr:8080/files_openmakermachinepro/files_firmware_omm_pro/
Préparer l’étage moteur
Au niveau de l’étage moteur, il est nécessaire de mettre les switch de configuration dans la bonne position :
Les switchs SW1, SW2 et SW3 et SW4 configurent l’intensité de phase : mettre sur ON OFF ON ON
(1.92A/phase en 24V)
Les switchs SW5, SW6, SW7 et SW8 configurent le mode micropas utilisé : mettre sur ON ON OFF ON (1/16
pas)
Fixation des éléments de l’électronique
Matériel nécessaire
4 x vis M3x20mm
4 x rondelles M3 moyennes
4 x entretoises 5mm
10 x vis agglo M4x20
4 x vis M4x10
4 x écrou M4
4 x petites équerres
Ce qu’il faut faire
Commencer par fixer l’ensemble des éléments sur une plaque de médium de 400x400 en 10mm d’épaisseur que
l’on fixera sous le plan de travail de la machine, dans le coin arrière gauche.
Le câblage à réaliser
Nous allons donc réaliser un câblage en « masse commune », ce qui donne :
Documentation de montage de l’Open Maker Machine Pro Par X. HINAULT – www.mon-club-elec.fr | www.mon-fablab.fr p.177/194
Procédure de câblage
La manip’ est identique pour les 3 étages X, Y et Z (connecteurs droits n° 1, 2 et 3 de la smoothieboard)
Câblage de la logique de commande
Préparer quelques petits câbles, idéalement en bleu, pour la mise à la masse (dénuder les extrémités) : 6 x 5 cm
Documentation de montage de l’Open Maker Machine Pro Par X. HINAULT – www.mon-club-elec.fr | www.mon-fablab.fr p.178/194
Connecter le connecteur 4 broches sur le bornier droit ENx/DIRx/STx/GND de l’étage voulu de la smoothieboard :
Réaliser la mise à la masse (GND = 0V) de toutes les broches qui doivent l’être pour l’étage :
commencer par relier le câble GND ( =0V) au EN- de l’étage moteur
puis mettre en commun avec la broche PUL-
·
et avec la broche DIR-
Connecter pour l’étage successivement :
le premier brin sur EN+,
le second sur DIR+
et le 3ème sur PUL+ de l’étage moteur
Documentation de montage de l’Open Maker Machine Pro Par X. HINAULT – www.mon-club-elec.fr | www.mon-fablab.fr p.180/194
Câblage de l’alimentation de puissance
Connecter ensuite le moteur de l’étage sur les broches A+/A- et B+/B- du connecteur Power de l’étage moteur dans
le sens Bleu / jaune / rouge / vert.
Connecter enfin pour l’étage le câble d’alimentation 24V au bornier DC+ et DC- :
Documentation de montage de l’Open Maker Machine Pro Par X. HINAULT – www.mon-club-elec.fr | www.mon-fablab.fr p.181/194
Faire de même pour les 3 étages X, Y et Z :
Documentation de montage de l’Open Maker Machine Pro Par X. HINAULT – www.mon-club-elec.fr | www.mon-fablab.fr p.182/194
Montage des Endstops
Ensuite, connecter les 2 endstop du X et du Y à l’aide des câbles fournis (à rallonger au besoin sur la XL) en
veillant à connecter le fil jaune à la broche SIG(nal) du endstop.
XL : Le câble du endstop Y livré est trop court : dans la mesure où l’on n’a pas besoin de celui du Z, on peut
coupler les 2 câbles ensemble pour faire un câble de Z plus long. Si on préfère conserver le câble du Z, utiliser du
câble équivalent.
Le endstop du Z est optionnel : en pratique, un câlage manuel est le plus simple.
Documentation de montage de l’Open Maker Machine Pro Par X. HINAULT – www.mon-club-elec.fr | www.mon-fablab.fr p.183/194
Documentation de montage de l’Open Maker Machine Pro Par X. HINAULT – www.mon-club-elec.fr | www.mon-fablab.fr p.184/194
Note : une fois les endstops montés, vous pouvez vérifier qu’ils sont bien détectés avec l’instruction :
M119
qui doit renvoyer :
min_x:0 min_y:0 min_z:0
Plus d’infos ici : http://smoothieware.org/endstops
XXIX - Montage de l’alimentation
XXIX.1 - Câblage de l’alimentation
L'alimentation est livrée avec ses câbles : un câble 3 brins 220V avec prise de terre
1 câbles 2 brins 12V
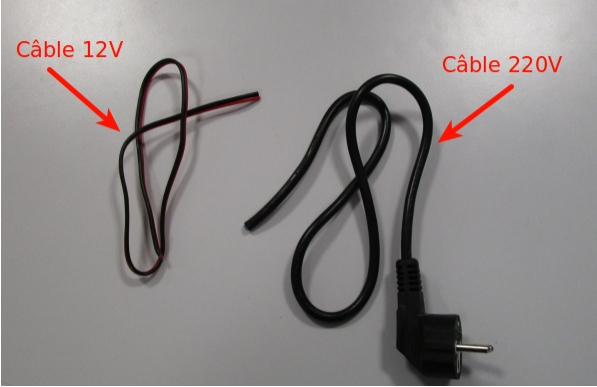
ATTENTION :
NE PAS CONNECTER LE CABLE 220V SUR LE SECTEUR
TANT QUE LE CÂBLAGE N'EST PAS TERMINE !
L'alimentation dispose d'un bornier à vis sur lequel vont être connectés les différents câbles. La disposition du bornier peut varier d'un modèle à l'autre d'alimentation, mais voici le plan type d'un tel bornier d'alimentation :
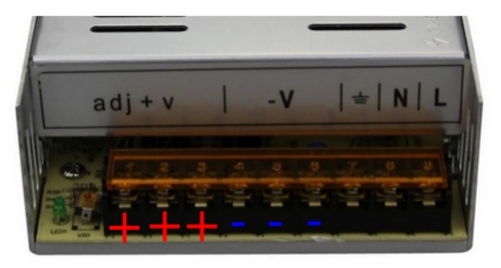
186/194
Commencer par préparer le câble 220V en dénudant chaque câble sur 1cm et en les étamant à l'étain à l'aide d'un fer à souder (pas obligatoire mais fortement conseillé) :
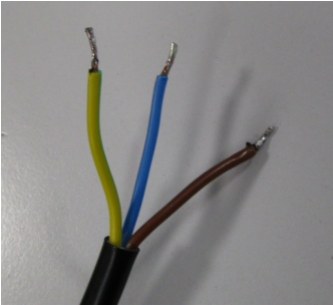
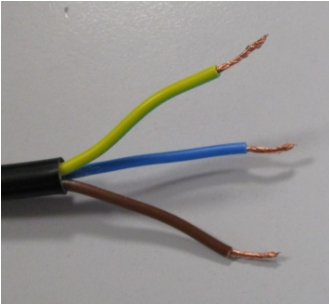
Puis procéder de la même façon aux extrémités des 2 brins de chacun des 3 câbles 12V :
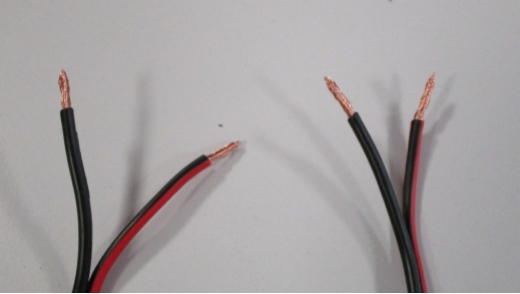
187/194
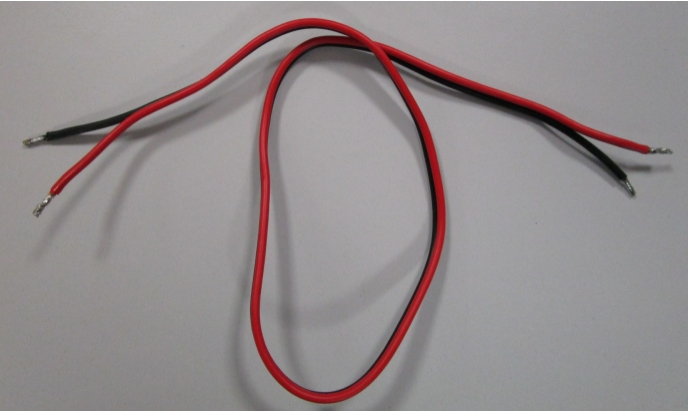
Ensuite, câbler le câble 220V en respectant le câblage suivant :
• la terre au bornier G
•
• le neutre au bornier N
•
• la phase au bornier L
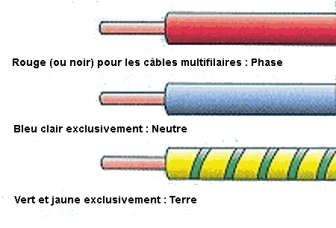
188/194

Connecter une extrémité du câble 12V à 2 brins sur l'alimentation en veillant à connecter le (+) sur le câble rouge et le (-) sur le câble noir :
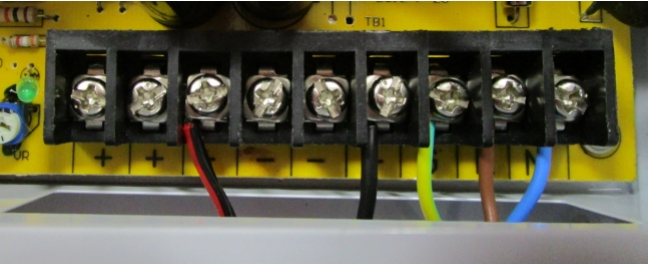
Connecter l'autre extrémité de chaque câble 12V à 2 brins sur le bornier alimentation moteur de chaque étage moteur : bien dévisser les vis du bornier pour pouvoir engager les câbles étamés.
189/194
XXX - +/-Montage bouton d’arrêt d’urgence
D’une manière générale, il est fortement conseillé :
• de disposer d’un interrupteur sur l’alimentation 220V des moteurs de la CNC (à minima, un multiprise avec interrupteur)
•
• de disposer d’un autre interrupteur sur l’alimentation 220V de la broche et de l’aspiration qui pourront être couplés, l’un n’allant pas sans l’autre en pratique. (à minima, un second multiprise avec interrupteur)
•
• de monter le bouton d’arrêt d’urgence sur l’alimentation globale des 2 interrupteurs précédents, le but étant de pouvoir mettre hors tension instantanément l’ensemble des éléments électro-mécaniques de la machine.
Noter que la connexion l’alimentation de l’électronique de commande restera active malgré tout car fournie par la connexion USB, ce qui aura l’avantage de préserver l’état courant des paramétrages de la machine pour une reprise du travail.
Si utilisé, le bouton d’arrêt d’urgence est à monter sur le 220V de l’alimentation globale afin de mettre hors tension simultanément et instantanément les moteurs de la CNC, broche et aspiration.

Le B.A.U. est à monter comme un interrupteur. Il pourra être monté soit sur la façade avant du châssis, ou mieux, sous la forme d’une raquette déportée que l’on pourra garder en main lors des manipulations critiques pour pouvoir stopper instantanément la machine.
190/194
La broche (=le moteur d’entraînement de l’outil) est à monter sur le support de broche aluminium de 43mm de diamètre. Serrer la vis de fixation de la broche :
Mettre en place le câble de broche et le fixer avec le câble du moteur de Z :
Mettre en place la pince de serrage de 3.17 en remplacement de la 8 livrée avec la KRESS
Les autres outils sont décrits séparément dans la documentation prise en main.
190/194
XXXII - Conseillé : Mise en place de l’aspiration
Fixer sur la broche l’aspiration (pièces 3D dédiées disponibles séparément) : Repasser avant tout les trous des pièces 3D au foret de 5 en vitesse arrière, afin que les vis de serrage s’engagent ensuite sans difficulté :
Commencer par fixer sur la KRESS l’anneau en position basse à l’aide de 2 vis M5x30 + écrou Nylstop :
Puis le 2ème en position haute à l’aide de 2 vis M5x30 + écrou Nylstop :
Ensuite, prépositionner sans serrer les 2 anneaux extérieurs :
Engager le tube sans la brosse
Mettre en place la brosse coudée en partie basse et la placer de façon à ce qu’elle appuie sur le support alu de la
KRESS :
Serrer l’anneau les 2 anneaux extérieurs de façon à ce que l’ensemble soit parfaitement immobile :
En partie haute, on peut solidariser le tube d’aspiration avec la broche à l’aide d’un collier de serrage :
Fixer à l’arrière du châssis le « tuyau » d’aspiration en veillant à laisser assez de « mou » pour couvrir toute la zone de travail sans risque de gêner la progression de la broche.
Voilà ce que çà donne une fois montée :
En ce qui concerne l’aspirateur, je conseille de l’utiliser sans sac, en mode « poussière et eau», car les sacs se remplissent très vite et bourrent. Le vidage est beaucoup plus pratique sans sac.
Je conseille également de le brancher sur la même alimentation 220V que la broche : de cette façon, il sera déclenché et stoppé en mếme temps que la broche, ce qui est le plus simple en pratique.
191/194
XXXIII - Règles de sécurité à respecte
Avant toute mise sous tension, l’utilisation de la CNC nécessite les protections suivantes :
• casque anti-bruit
•
• lunettes de protection
•
• accès facile et rapide à la mise hors tension complète de la CNC au moindre problème significatif (il est très important de pouvoir réagir rapidement +++ si un problème survient pour éviter toute dégradation notable de la mécanique)
Soyez conscient qu’un problème surviendra à un moment où vous ne vous y attendrez pas :
la mise HORS tension devra alors être de l’ordre du réflexe immédiat !
Vous ne risquez rien à mettre hors tension (à part stopper la pièce en cours…), mais vous risquez « très gros » mécaniquement à ne pas mettre hors tension immédiatement si nécessaire !
Conclusion
LE CÂBLAGE ET LE MONTAGE SONT A PRESENT TERMINES :
votre machine est à priori opérationnelle !
Pour la suite, passer à la documentation « Prise en main de votre Open Maker Machine PRO »
Retrouvez toute la documentation utile sur le wiki
192/194
XXXIV - Annexe : Carnet de notes techniques / optimisations
Entraînement de l’axe Z
L’entraînement de l’axe Z est un point clé, d’autant qu’il porte le bloc de broche+outil (KRESS = 2Kg) avec une tendance « naturelle » à la descente : pour éviter tout problème de profondeur, enfoncement d’outil en travail, etc.
il est impératif d’avoir un contrôle aussi parfait que possible de l’axe Z. Ceci dépend de plusieurs choses :
• coupleur d’axe parfaitement serré sur l’axe moteur et l’axe de la vis à billes : ceci impose l’usage d’un coupleur d’axe souple pour un serrage optimum.
•
• le couple du moteur Z doit être au maximum , ce qui passe par un réglage du courant de phase au max voire un moteur NEMA 23 double, plus puissant.
•
• fixation efficace du moteur de Z
•
• absence de gêne aussi bien à la montée qu’à la descente lors du travail de découpe (attention aux fixations de plaque…)
•
• le maintien permanent en mode « enable » du moteur Z : voir doc GRBL : utiliser $1=255
193/194
XXXV - Annexe : Problèmes / explication / solution
Ci-dessous le recueil de quelques situations rencontrées en pratique avec leur explication/cause et solution.
Vibrations de la plaque de matière pendant usinage
L’incident est le suivant :
Pendant que l’on usine, la plaque se met à vibrer.
Explication : la plaque est mal fixée ou n’est pas plane (donc pas plaquée contre le martyr)
Solution : Stopper l’usinage en cours et revoir la fixation de la plaque qui doit être d’autant plus efficace que le matériau est rigide. Personnellement, je n’hésite pas à visser des fixations dans le martyr pour fixer la plaque.
Fraise bloque dans la matière et casse en pleine découpe
L’incident est le suivant :
Au milieu d’une découpe qui se passe bien après déjà 2 passes réussies, lors de la 3ème passe, la fraise soudain bloque dans la matière, casse… avec une déviation de la trajectoire précédent…
L’explication :
le chariot des Z en position basse rencontre un obstacle dans sa progression, notamment à cause d’une fixation de plaque mal placée (les vis du dessous du chariot Z «cognent » dedans) : cela entraîne une déviation de trajectoire…et donc la fraise se retrouve à faire une passe de 8mm d’un coup… et donc bloque, casse, etc..
Solution :
réduire au maximum tout ce qui dépasse sous le chariot de Z et veillez à ce que rien ne vienne gêner la trajectoire du chariot Z en position basse, notamment au niveau des fixations de plaque…
193/194
XXXVI - Annexe : Techniques diverses :
Tarauder un trou :
Diamètre perçage / diamètre pas de vis :
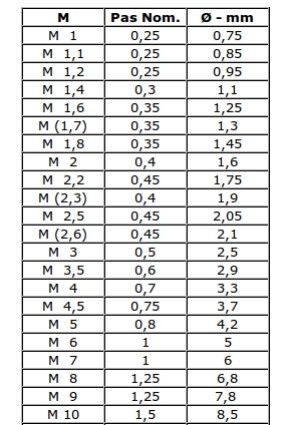
source : http://www.coquedenoix.fr/Boite%20a%20outils/Percage%20Taraudage.html
XXXVII - Liens et sources utiles
Bien que notre version finale soit assez différente et adaptée, notre projet de CNC s’est initialement inspiré de cette excellent projet :
http://rawcnc.com/instruction-videos-for-building-raw-1-3/instruction-videos/
194/194